
Deze handleiding is bedoeld als leidraad bij het gebruik van de 112 Extreme Seam. Volg de aanbevelingen en specificaties nauwkeurig op voor optimale prestaties van uw lasapparaat.
Inhoudsopgave
- Hoofdstuk 1: Beoogd gebruik
- Hoofdstuk 2: Uitleg van waarschuwingen
- Hoofdstuk 3: Elektrische en luchtvereisten
- Hoofdstuk 4: Principes van Heat Sealing
- Hoofdstuk 5: Schermafbeeldingen
- Hoofdstuk 6: Aanpassingen
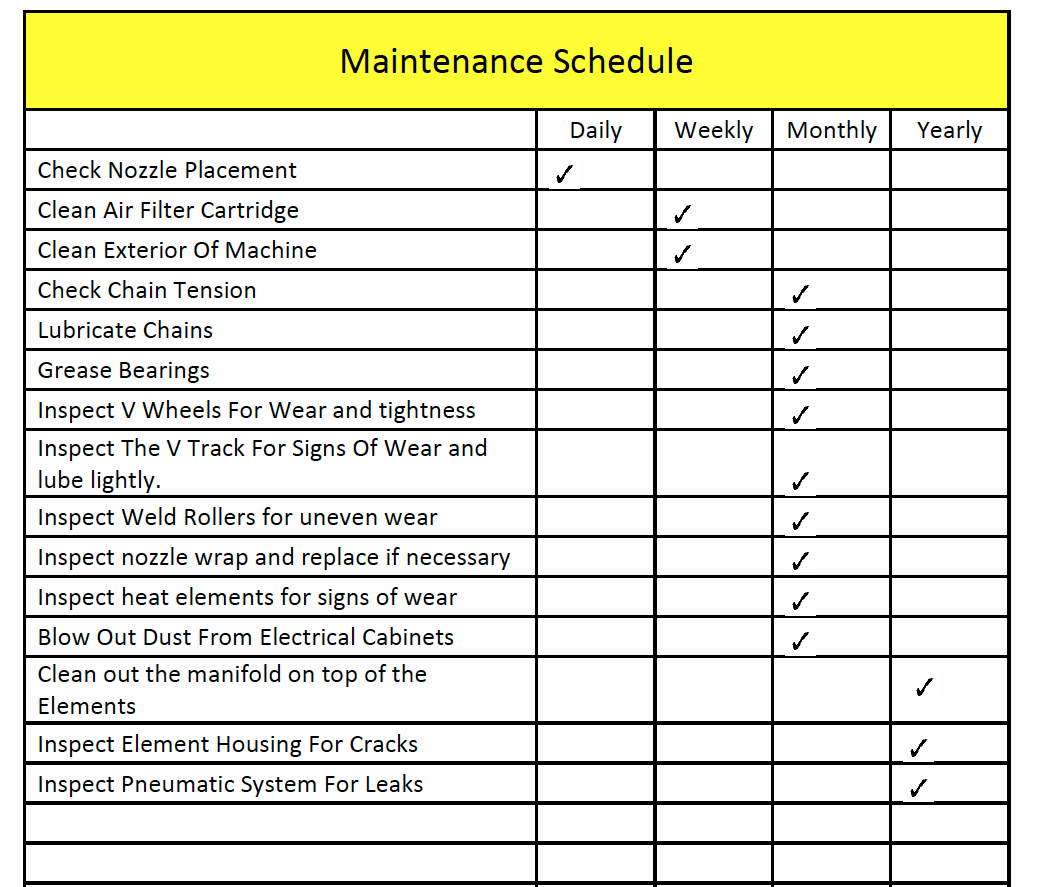
- Hoofdstuk 7: Onderhoud
- Hoofdstuk 8: Tips voor lassen
- Hoofdstuk 9: Aanvullende machinedocumenten
Bel voor meer technische informatie over deze machine ons Resolution Center op 1-855-888-WELD of stuur een e-mail naar service@weldmaster.com.
1.0 Beoogd gebruik
De 112 is een roterende heteluchtlasmachine bedoeld voor het thermisch lassen van lasbare thermische kunststoffen zoals:
- Niet-geweven polypropyleen
- Vinyl (PVC) gelamineerde stoffen
- Vinyl (PVC) gecoate stoffen
- Vinyl (PVC) films
- Met polyurethaan (PU) gecoate stoffen
- Polyurethaan (PU) films
- Polypropyleen (PP) gecoate weefsels
- Polyethyleen (PE)
- Thermoplastische rubberfolie (TPR)
- Thermoplastisch rubber (TPR) stoffen
- Harde Geëxtrudeerde Producten
De fabrikant keurt dit niet goed:
- Andere toepassingen voor deze machines.
- Het verwijderen van alle veiligheidsafschermingen tijdens het gebruik.
- Ongeoorloofde wijziging van de machines.
- Vervangende onderdelen gebruiken die niet door de fabrikant zijn goedgekeurd.
 Alleen een goed opgeleide technicus mag routinematig onderhoud of reparaties uitvoeren.reparaties aan de machines.
Alleen een goed opgeleide technicus mag routinematig onderhoud of reparaties uitvoeren.reparaties aan de machines.
OPMERKING: De fabrikant is niet aansprakelijk voor schade of letsel als gevolg van onjuist gebruik van dit apparaat.
2.0 Uitleg van waarschuwingen
Er staan verschillende waarschuwingssymbolen op de Miller Weldmaster 112. De symbolen zijn bedoeld om de machinist te waarschuwen voor potentieel gevaarlijke gebieden op de machine. Maak uzelf vertrouwd met hun plaatsing en betekenis.

Let op: Heet
Het symbool "Let op: Heet" symbool staat op een bescherming in de buurt van hete oppervlakken.

Gevaar: Knelpunten
Het symbool "Gevaar: Het symbool "Beknellingsgevaar" staat in de buurt van mogelijke knelpunten. Plaats geen lichaamsdelen in de buurt van deze delen van de machine terwijl de machine draait.

Let op: Haal de stekker uit het stopcontact
De sticker "Let op: Haal de stekker uit het stopcontact" sticker is geplaatst in de buurt van de opening van de kast en alle toegangspanelen. Om elektrocutie te voorkomen, moet de stroom altijd worden uitgeschakeld voordat de deur van de kast wordt geopend.

Waarschuwing: Houd uw handen vrij
De sticker "Waarschuwing: Houd uw handen uit de buurt" sticker is aangebracht op het verwarmingselement. Om knellen of brandwonden te voorkomen, moet u altijd opletten waar uw handen zich bevinden.

Waarschuwing: Lucht op hoge temperatuur
De sticker "Waarschuwing: De sticker "Lucht op hoge temperatuur" wordt op de verwarmingsmodule geplakt.

Let op: Elektriciteit
De sticker "Let op: De sticker "Let op: elektriciteit" wordt aangebracht in de buurt van ruimten met elektriciteit.
3.0 Elektrische en luchtvereisten
Waarschuwing! Alleen een gekwalificeerde elektricien mag de elektrische voeding aansluiten.
Elektrische voeding
Omdat er zoveel verschillende soorten stopcontacten beschikbaar zijn, wordt het snoer niet meegeleverd. Het wordt aanbevolen dat uw elektricien een snoer en stekker installeert die vergelijkbaar zijn met de stijl van uw stopcontact. Je kunt ervoor kiezen om je netsnoer vast te laten aansluiten op je voeding. Het wordt aanbevolen dat uw elektricien een aftakdoos gebruikt met een AAN/UIT-schakelaar met kortsluitbeveiliging zoals vereist door de plaatselijke elektriciteitsvoorschriften om geschikt te zijn voor de primaire uitschakeling. De Miller Weldmaster 112 Extreme vereist een van de volgende voedingen. Raadpleeg het elektrische schema om te zien welke voeding uw machine nodig heeft.
- 80 ampère - eenfase - 230 volt
- 80 ampère - 3 fasen - 230 volt
- 60 ampère - 3 fasen - 400 volt
Winkel luchttoevoer
De Miller Weldmaster 112 Extreme bevat een luchttoevoerventiel voor in de werkplaats waarmee je de luchttoevoer snel kunt aansluiten en loskoppelen. Vanwege het aantal verschillende soorten luchtlijnaansluitingen wordt er geen mannelijke snelkoppeling meegeleverd. Je moet een mannelijke snelkoppeling kiezen met een NPT (National Pipe Thread) van ¼ inch die past bij je vrouwelijke snelkoppeling. Voor de Miller Weldmaster 112 Extreme zijn de volgende luchtvereisten vereist:
- Minimaal 12 cfm bij 120 psi
- Niet meer dan 340 liter/min bij 8,2 bar
- Een in-line water- en vuilafscheider
Veiligheidsaanwijzingen
Stel het materiaal niet af terwijl de machine in beweging is. Houd handen, lang haar, losse kleding en artikelen zoals stropdassen uit de buurt van de rollers met knelpunten om te voorkomen dat u verstrikt raakt en bekneld raakt, waardoor lichaamsdelen of kleding bekneld kunnen raken en ernstig letsel kan ontstaan. Zorg voor voldoende ruimte rond de machine voor een veilige en effectieve werking. De machine moet stilstaan en bewegende delen moeten geblokkeerd zijn voordat er reinigings-, olie-, afstel-, reparatie- of onderhoudswerkzaamheden worden uitgevoerd aan enig onderdeel van de machine. Draag altijd persoonlijke beschermingsmiddelen. (PBM) verwijst naar beschermende kleding, helmen, brillen of andere kleding die ontworpen is om het lichaam van de drager te beschermen tegen letsel.
4.0 Principes van Heat Sealing
Hete lucht
De warmte die nodig is voor het lassen wordt elektrisch opgewekt door twee verwarmingselementen in de behuizing van het verwarmingselement. De heteluchttemperatuur varieert van 100 tot 1350 graden Fahrenheit of 25 tot 730 graden Celsius.
Snelheid
De snelheid van de lasrollen bepaalt hoe lang de warmte wordt toegepast op het te lassen materiaal. Hoe langzamer de snelheid wordt ingesteld, hoe meer het materiaal wordt verwarmd. Hoe hoger de snelheid, hoe minder het materiaal wordt verwarmd. Om de beste las te verkrijgen, moet een minimale hoeveelheid warmte op het materiaal worden toegepast terwijl toch een volledige las wordt verkregen. Te veel warmte veroorzaakt vervorming van het materiaal, terwijl te weinig warmte het lassen van het materiaal verhindert.
Druk
De druk van de lasrol is de laatste stap bij het maken van een las. De druk van de lasrol drukt het verwarmde materiaal samen en voltooit het lasproces.
Samenvatting
Bij heatsealen zorgt de juiste combinatie van warmte, snelheid en druk voor een goed gelaste naad.
5.0 Schermafbeeldingen
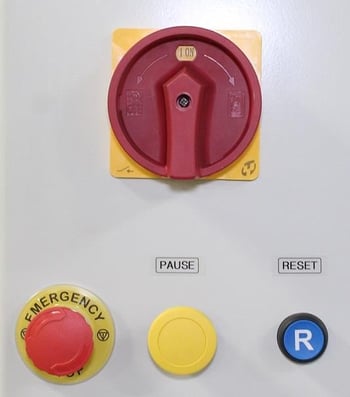
Ontkoppelen: Met deze schakelaar schakelt u de machine elektrisch aan en uit.
Noodstop: Als u op deze knop drukt, wordt de machine uitgeschakeld en moet u de knop draaien en uittrekken om de machine weer te starten.
Pauze: Als u op deze knop drukt, stopt de kopwagen met rijden.
Reset: Als u op deze knop drukt, wordt de machine geactiveerd bij het opstarten of na het indrukken van een noodstop.
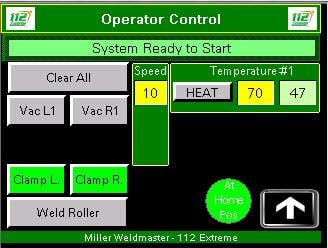
Alles wissen: Het doel hiervan is om alle stofzuigers en doekklemmen eenvoudiger uit te schakelen door één knop aan te raken.
Vacuüm links: Deze functie is bedoeld om het vacuüm links in of uit te schakelen.
Vacuüm rechts: Het doel van deze functie is om het rechter vacuüm in of uit te schakelen.
Klem links: Het doel van deze functie is om de linkerklem te openen of te sluiten.
Klem rechts: Het doel van deze functie is om de rechterklem te openen of te sluiten.
Lasrol: Het doel van deze functie is om de lasrol omhoog of omlaag te brengen.
Machinesnelheid: Het doel van de machinesnelheid is om de snelheid van de slede tijdens het lasproces te regelen. Het snelheidsgetal van de machine is een percentage van hoe snel de slede van de 112 extreme kop zal rijden.
Verwarming: Deze functie is bedoeld om de verwarming in en uit te schakelen.
Temperatuur SP: Het doel van dit vak is om het instelpunt voor de temperatuur weer te geven en de operator ook in staat te stellen om de temperatuur handmatig te wijzigen zonder in de recepten te gaan.
Temperatuur PV: Het doel van dit vak is om de operator te laten zien wat de actuele temperatuur is bij de elementen.
Pijlknop: Voor toegang tot het pop-upvenster met besturingselementen.
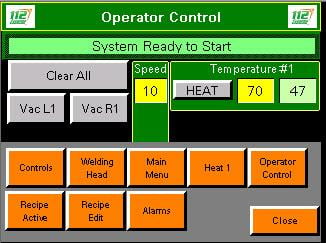
Regeling: Als je op deze knop drukt, wordt het regelscherm geopend.
Laskop: Als je op deze knop drukt, wordt het laskopscherm geopend.
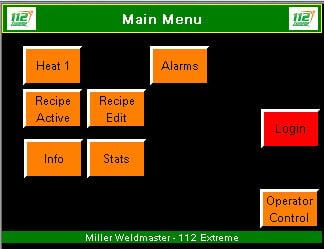
Hoofdmenu: Als je op deze knop drukt, wordt het hoofdmenuscherm geopend.
Heat 1: Als u op deze knop drukt, worden de bedieningselementen voor elke laskop geopend.
Recept Actief Scherm: Toont alle huidige parameters voor het geselecteerde recept.
Recept bewerken: Als u op deze knop drukt, wordt het scherm Recept bewerken geopend.
Alarm: Geeft de huidige actieve alarmen weer.
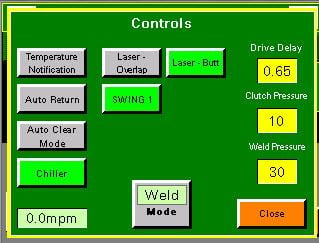
Temperatuurmelding: Wanneer deze optie is geselecteerd, geeft de 112 Extreme een melding aan de operator om de plaatsing van de sproeier te controleren wanneer de temperatuurregelaar wordt gewijzigd+/- 160 F.
Automatische terugkeer: Als dit geselecteerd is, wordt het groen en keert de wagen uit zichzelf terug als de eindpositie is bereikt.
Modus Automatisch wissen: Als deze functie is geselecteerd, wordt deze groen en aan het einde van een run, bij gebruik van de eindpositie, worden de stofzuigers en de doekklem uitgeschakeld.
Chiller: Schakelt de lasrolkoelers in en uit.
Laser-overlap: Als je deze knop indrukt, wordt hij groen en wordt de overlaplaser ingeschakeld en de stootlaser uitgeschakeld.
Laser-knop: Als deze knop wordt ingedrukt, wordt hij groen en wordt de stootlaser ingeschakeld en de overlaplaser uitgeschakeld.
Lassen/snijden: Als in dit vakje las wordt weergegeven, staat de 112 extreme in de lasmodus. Als je het vakje aanraakt, wordt de modus omgeschakeld naar snijden en staat de 112 in de snijmodus.
Zwenken: Als dit is geselecteerd, wordt het groen en zwaait de sproeier naar binnen. Als Swing niet is geselecteerd, zwenkt de sproeier niet in als de startknop wordt ingedrukt.
Aandrijfvertraging: Het doel van de aandrijfvertraging is om de laswals tijdelijk op te houden en het heteluchtmondstuk op zijn plaats te laten zwenken. Als de aandrijfvertraging te hoog is ingesteld, zal het materiaal aan het begin verbranden. Als de aandrijfvertraging te laag is ingesteld, zal er bij de start een niet gelaste plek achterblijven.
Koppelingsdruk: Het doel van de koppelingsdruk is om de hoeveelheid aandrijfkracht op de lasrol te variëren. Dit helpt het rimpelen van het materiaal te voorkomen. Door de koppelingsdruk te verhogen zal de laswals sneller draaien in verhouding tot de snelheid van de kopwagen. Door de koppelingsdruk te verlagen zal de lasrol langzamer draaien dan de kopwagen.
Lasdruk: Het doel van de lasdruk is om de hoeveelheid pneumatische druk tussen de lasrol en de lasrups te variëren.
Modus: Hiermee schakel je tussen lassen en snijden.
Heat 1: Als u op deze knop drukt, worden de bedieningselementen voor de geselecteerde laskop geopend.
Alarmen: Geeft de huidige actieve alarmen weer.
Recept Actief scherm: Toont alle huidige parameters voor het geselecteerde recept.
Recept bewerken: Als u op deze knop drukt, wordt het scherm Recept bewerken geopend.
Info: Als je op deze knop drukt, ga je naar het informatiescherm.
Statistieken: Als je hierop drukt, ga je naar het scherm met de statistieken.
Bedieningsscherm: Dit is het hoofdscherm dat de operator zal gebruiken. Dit is het scherm waarin de machine opstart.
Inloggen: De knop Onderhoudsconfiguratie brengt de operator naar het scherm Onderhoudsconfiguratie. Om dit scherm te openen, wordt de operator gevraagd een gebruikersnaam en wachtwoord in te voeren. Gebruikersnaam: TECH Wachtwoord: 1234. Dit scherm brengt de operator naar een scherm dat vergelijkbaar is met het scherm Operator Configuratie. Het verschil is dat de operator in het scherm Onderhoudsconfiguratie de temperatuurregelaar kan afstellen, de taal kan wijzigen en de snelheid van de snijplotter en de terugloop kan aanpassen.

Temperatuur SP: Het doel van dit vak is om het instelpunt voor de temperatuur weer te geven en de operator ook in staat te stellen om de temperatuur handmatig te wijzigen zonder in de recepten te gaan.
Temperatuur PV: Het doel van dit vak is om de operator te laten zien wat de actuele temperatuur is bij de elementen.
Alarmband: Is een getal dat door de operator kan worden ingesteld door het aan te raken. Als de temperatuur +/- de ingestelde waarde verandert, verschijnt er een waarschuwing op het scherm.
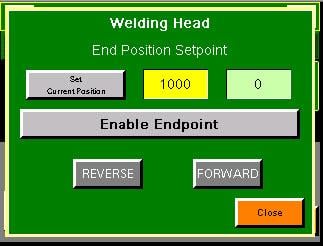
Huidige positie instellen: Hiermee wordt ingesteld hoe ver de laskop zal gaan.
Instelpunt: Dit is de afstand die de laskop zal afleggen.
Werkelijk: Dit is de positie waarin het hoofd zich momenteel bevindt.
Eindpunt inschakelen: Als deze optie is ingeschakeld, wordt het laskop-eindpunt ingeschakeld.
Achteruit: Draait de laskop achteruit.
Vooruit: Schuift de laskop naar voren.

Recept #: Het nummer van het huidige recept.
Receptnaam: De naam van het huidige recept.
Laseenheid #: Dit is het temperatuurinstelpunt waarop we elke laskop instellen.
Snelheid %: Regelt de algehele snelheid van de machine. Dit is de hoofdsnelheidsregeling.
Koppelingsdruk: Het doel van koppelingsdruk is om de hoeveelheid aandrijfkracht op de lasrol te variëren.
Lasdruk: Het doel van de lasdruk is om de hoeveelheid pneumatische druk tussen de lasrol en de lasrups te variëren.
Aandrijfvertraging: Is de hoeveelheid tijd tussen het starten van je laskop en het inklappen van de mondstukken voordat de laskop start.
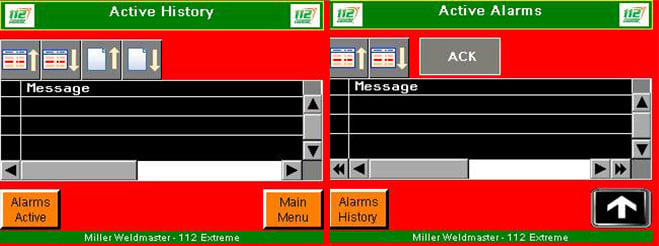
Scherm Actief Alarm: Dit toont de huidige actieve alarmen, indien aanwezig.
Ack: Deze knop wordt gebruikt om actieve alarmen te bevestigen.
Alarmgeschiedenis: Dit wordt gebruikt om alle oude alarmen op te halen die ooit op de machine aanwezig waren.
6.0 Aanpassingen
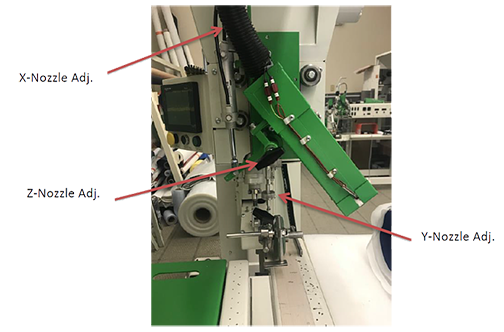
Sproeierafstelling
De plaatsing van het mondstuk is een belangrijk onderdeel bij het thermisch lassen. Een goed geplaatst mondstuk zal ongeveer ¼ inch van de lasrol gecentreerd zijn en een licht gefluit vertonen tijdens het lasproces. Als een aanpassing nodig is, draai dan de snelheidsregelaar naar een lage stand. Voer de aanpassing uit en controleer de plaatsing van het mondstuk door de startschakelaar in te drukken. Denk eraan dat de plaatsing van het mondstuk verandert bij het lassen bij verschillende temperaturen van . Controleer de plaatsing wanneer de temperatuur meer dan 160 graden Celsius is.
1. X-sproeier afstellen - De X-sproeier
Met de afstelling kan het heteluchtmondstuk links en rechts worden afgesteld. Met de juiste afstelling van de X-straalpijp blijft de heteluchtstraalpijp gecentreerd op de lasrol.
2. Afstelling Y-sproeier - De Y-sproeier
Met de aanpassing kan het heteluchtmondstuk naar boven of beneden worden bijgesteld. Bij de juiste afstelling van het Y-mondstuk is het heteluchtmondstuk gericht op het knelpunt van de lasrol en de lasrups. Er moet een fluitend geluid te horen zijn op als de lucht van het mondstuk dit knelpunt raakt.
3. Z-sproeier afstellen - De Z-sproeier
Met de aanpassing kan het heteluchtmondstuk fijner worden afgesteld. De juiste Z-nozzle aanpassing justment laat het heteluchtmondstuk ongeveer ¼ tot ½ inch verwijderd van het knelpunt .
4. Sproeierafstelling Afgewerkt
Als je klaar bent, moet het heteluchtmondstuk in het midden van de lasrol links naar rechts worden geplaatst, op 1/4 tot 1/2 inch van het knelpunt van de lasrol en de rupsband.
 Waarschuwing! Kijk bij het afstellen van de lasers niet rechtstreeks in de laserbron. Wees voorzichtig bij het kalibreren van lasers.
Waarschuwing! Kijk bij het afstellen van de lasers niet rechtstreeks in de laserbron. Wees voorzichtig bij het kalibreren van lasers.
Laseruitlijning
Dubbele laserlijn
1.Zet de POWER aan.
2. Laat de warmteschakelaar op OFF staan. Plaats wat proefstof (wit is het beste) onder de stofklem en verleng deze tot het einde van de machine.
3. Zet de linker- en rechterstofzuiger AAN.
4. Zet de lasrol in de stand OMLAAG en lijn de binnenrand van de lasrol uit met de rand van de eerste rij vacuümgaten op de vacuümlasbaan.
5. Draai de snelheidsregelaar naar een snelheid van 20.
6. Plaats een balpen op de binnenrand van de lasrol, waar de laser moet komen. Herhaal dit voor de laserlijn aan de buitenkant.
7. Druk op de START-knop en kantel de rol over de lengte van de lasrups.
8. Maak indien nodig de eerste aanpassing door de knop van de lasermontage los te draaien om de laser in en uit te kalibreren op de getekende lijn. Als u tevreden bent, draait u de knop van de lasermontage vast.
9. Maak indien nodig de tweede afstelling door de knop van de lasermontage los te draaien en de laser te kalibreren door aan de bovenkant te draaien. Hierdoor wordt de laserlijn gedraaid. Draai de knop van de lasermontage weer vast als u tevreden bent.
Stiknaad
1. Zet de laserschakelaar in de modus Stiknaad.
2. Schuif de laswals over zodat de rand tegen de laser ligt, waarbij je er rekening mee houdt dat de dubbele laserlijn goed is afgesteld en de stof met penlijnen op zijn plaats blijft. Meet tot het middelste punt van de dubbele laser en maak op dit punt een markering. Beweeg de rand van de lasrol naar deze markering en draai vast. Volg stap zeven van het bovenstaande. Lijn de laser uit.
Gids aanpassingen
Een zoom lassen: De zoomgeleider moet 1/16 tot 1/8inch uit de rails zijn en loodrecht op de rails zijn uitgelijnd. De buitenkant van de geleider moet worden aangepast aan de buitenkant van de lasrol. Als er een zak op de zoom zit, verplaats dan de geleider weg van de operator.
- Stel de machine in op de gewenste instellingen en installeer de zoomgeleider op de machine.
- Lijn de zoomgeleider zo uit dat de buitenrand uitgelijnd is met de rand van de lasrol.
- Over het algemeen moet de koppelingsdruk worden ingesteld op een hogere instelling bij het lassen van een zoom.
- Trek de stof niet zijwaarts wanneer je de stof in de zoomgeleider transporteert, rol de stof in de geleider. Als je de stof zijwaarts trekt, wordt deze strak en komt deze vast te zitten in de geleider .
1. Installeer de zoomgeleider.
2. Schuif de rand van het materiaal door de geleider, zodat het materiaal op zichzelf komt te liggen.
3. Zorg ervoor dat het vierkant is met de rand.
4. Schuif het materiaal onder de lasrol terwijl je knijpt.
5. Zet de lasrol neer en zet dan de klem neer.
6. Trek het materiaal strak, zorg ervoor dat het materiaal tussen het wiel en de geleider strak zit, zodat de spuitmond vrij kan bewegen.
7. Druk op start en houd het materiaal tegen de rechterkant van de geleider.
8. Draai indien nodig de koppelingsdruk iets op om het materiaal in de geleider te houden.
9. Druk op return als je klaar bent met de run (als de auto return niet is ingeschakeld).
10. Til de klem op.
11. Controleer de lasnaad.
12. Geen vacuüm nodig.
Een zoom lassen met touw: Het lassen van een zoom met touw is hetzelfde als het lassen van een rechte zoom, behalve dat je touw toevoegt door het touwoog of dat je een opening overlaat voor de open zak.
1. Installeer de zoom en kabelgeleider.
2. Schuif het touw door de geleider.
3. Schuif de rand van het materiaal door de geleider, zodat het materiaal op zichzelf komt te liggen.
4. Zorg ervoor dat het vierkant is met de rand.
5. Terwijl je knijpt, schuif je het materiaal onder de lasrol en houd je de kabel aan de linkerkant van het wiel.
6. Zet de lasrol neer, zorg ervoor dat het wiel niet op de kabel zit en zet de klem dan neer.
7. Trek het materiaal strak, zorg ervoor dat het materiaal tussen het wiel en de geleider strak zit, zodat de spuitmond vrij kan bewegen.
8. Druk op start en houd het materiaal tegen de rechterkant van de geleider.
9. Draai indien nodig de koppelingsdruk iets op om het materiaal in de geleider te houden.
10. Druk op return als je klaar bent met uitvoeren (als auto return niet is ingeschakeld).
11. Til de klem op.
12. Controleer de lasnaad.
13. Geen vacuüm nodig.
Een overlap lassen
- De overlapgeleider moet hoog genoeg zijn zodat de spuitmond naar binnen kan zwenken en niet de onderkant van de geleider raakt. De geleider moet ook loodrecht op de baan staan.
- De overlapgeleider wordt gebruikt om de exacte positie te bepalen van het bovenste paneel dat wordt gelast. De geleider bepaalt de uiteindelijke positie van het bovenste stofpaneel.
- De geleider wordt uitgelijnd met de rand van de lasrol.
1. Plaats de onderkant van het te lassen paneel onder de rechterklem, waarbij u de rand uitlijnt met de laserlijn aan de binnenkant.
2. Schakel het rechter vacuüm in (bedek de ongebruikte baan met een magneet).
3. Strijk het paneel glad op vacuüm en controleer de uitlijning met de laserlijn.
4. Plaats de bovenkant van het te lassen paneel onder de linkerklem, waarbij u de rand uitlijnt met de laserlijn aan de buitenkant.
5. Laat de lasrol zakken.
6. Installeer de overlapgeleider.
7. Schakel het linker vacuüm in (bedek de ongebruikte baan met een magneet).
8. Strijk het paneel glad op vacuüm en controleer de uitlijning met de laserlijn (1/4 inch over).
9. Druk op start en houd het materiaal in de geleider waarbij u erop let dat u het niet uitrekt.
10. Druk op return als je klaar bent met uitvoeren (als auto return niet is ingeschakeld).
11. Schakel de linker- en rechterstofzuiger uit.
12. Til de klemmen op.
13. Controleer de lasnaad.
Een paalzak lassen
- De zakgeleider moet hoog genoeg zijn zodat de spuitmond de onderkant van de geleider niet raakt. Hij moet ook loodrecht op de baan staan.
- De zakgeleider wordt gebruikt om poolzakken te lassen. De geleider wordt gebruikt om de exacte positionering van de bovenste flap van het materiaal te controleren.
- Bij het lassen van een zak van 3 inch of groter kunnen normaal gesproken de overlapinstellingen worden gebruikt. Als het kleiner is dan 3 inch, moet de snelheid worden verhoogd, waardoor de hoeveelheid warmte wordt verminderd omdat de warmte wordt ingesloten.
- Trek de stof niet zijwaarts of achterwaarts wanneer u de stof in de zakgeleider houdt, maar houd de stof met heel weinig druk tegen de geleider. Als u de stof zijwaarts trekt, wordt deze strak en komt deze vast te zitten in de geleider. Als u de stof naar achteren trekt, kan deze uitrekken en rimpels achterlaten.
1. Plaats het te lassen paneel 1/4 - 3/8 inch onder de klemmen, waarbij u de rand van het paneel uitlijnt op de goot naar gewenste zakmaat.
2. Schakel het rechter vacuüm in (bedek de ongebruikte baan met een magneet).
3. Trek het paneel strak en controleer de uitlijning van de rand op de gewenste zakmaat.
4. Til de linkerklem op.
5. Vouw de kant onder de klemmen en de lasrol.
6. Lijn de rand uit met de rechterlaser en zorg ervoor dat het paneel vierkant onder de rol staat.
7. Laat de lasrol en de klem zakken.
8. Installeer de zakgeleider.
9. Druk op start en houd het materiaal tegen de rechterkant van de geleider.
10. Druk op return als je klaar bent met uitvoeren (als auto return niet is ingeschakeld).
11. Schakel de rechter stofzuiger uit.
12. Til de klemmen op.
13. Verwijder de zakgeleider.
14. Controleer de lasnaad.
Laslamellen of tapes
1. Installeer de verstelbare band- of tapegeleider op de machine.
2. Stel de geleider in op de juiste breedte van je band of tape.
3. Zorg ervoor dat de lasrol en het mondstuk de geleider niet raken. De geleider moet ook evenwijdig aan het wiel worden afgesteld.
Bandgeleider voor naden
1. De tapegeleider voor stuiknaden wordt gebruikt om de tape goed te geleiden en te plaatsen bij het stuiknaden.
2. De stootnaadgeleider is verstelbaar voor verschillende bandbreedtes. Zorg ervoor dat beide verstelbare delen van degeleider op één lijn liggen en dezelfde breedte hebben.
Afstellingen lasrollen
1. De lasrol bevindt zich op de meelopende laskop.
2. Het doel van de lasrol is om het verwarmde materiaal samen te persen zodat de gelaste naad ontstaat en om de stof door het systeem te transporteren.
3. De lasrol moet altijd worden uitgelijnd op de rand van de vacuümgaten die het dichtst bij de bedieningszijde van de lasrups ligt.
Wisselen van lasrollen
1. Draai de bout van de klemkraag van de lasrol los.
2. Schuif de lasrol van de lasrolas.
3. Schuif de nieuwe lasrol op de lasrolas.
- Lijn de lasrol uit in het midden van de lasers.
- Afhankelijk van de grootte van de lasrol moeten de lasers mogelijk opnieuw worden afgesteld. (Zie laserafstelling)
4. Lijn het heteluchtmondstuk uit met de nieuwe lasrol. (Zie uitlijning mondstuk)
5. Als je overstapt op een andere maat lasrol, moet je het mondstuk aanpassen aan de lasrol.
Verwisselen van heteluchtsproeiers
1. Schakel de verwarming en de stroom uit.
2. Draai de sproeiklem los nadat de machine goed is afgekoeld.
3. Houd het mondstuk vast met een tang, want het mondstuk kan nog te heet zijn om aan te raken.
4. Verwijder het heteluchtmondstuk en de mondstukklem.
5. Plaats het nieuwe heteluchtmondstuk in de mondstukklem en plaats deze op de behuizing van het dubbele element.
6. Draai de sproeiklem een beetje vast.
7. Het is heel belangrijk om de heteluchtmondstuktip zo uit te lijnen dat hij gecentreerd en haaks op de lasrol staat en dat de mondstuktip haaks op de onderste rail staat.
8. Schakel de stroom weer in.
- Zet de snelheid op nul. DOE DIT ALLEEN ALS DE MACHINE GEEN HETE LUCHT AFGEEFT ! Druk vervolgens op start om het mondstuk in de laspositie te brengen, de slede beweegt niet om gemakkelijk te kunnen bijstellen. Positioneer het uiteinde van het mondstuk zodat het haaks op de lasrol en de onderste rups staat. Vergrendel de mondstukklem met een tang.
- Zet de snelheid op de gewenste stand met het mondstuk vierkant. Zet de verwarming weer aan en laat de machine opwarmen tot de gewenste temperatuur.
- Zie sproeierafstelling.
Afstelling lasrolcilinder
- De druk op de lasrol wordt opgewekt door de pneumatische cilinder die wordt gebruikt om de lasrol op te pakken of neer te leggen.
- De druk op de lasrol wordt geregeld en weergegeven op het bedieningspaneel. De druk moet minstens op 10 lbs worden ingesteld. Als de druk niet is ingesteld, werkt de cilinder niet goed.
- De snelheid waarmee de lasrol op en neer gaat, kan worden aangepast met de doseerventielen aan de zijkant van de luchtcilinder.
Aanpassing zwenkcilinder sproeier
- Het heteluchtpijpje wordt automatisch in of uit de positie geplaatst via de zwenkluchtcilinder van het pijpje.
- Als het heteluchtpijpje te snel of te langzaam zwenkt, wordt de zwaaisnelheid geregeld door de doseerventielen voor de luchtstroom aan de zijkant van de luchtcilinder. Door de schroeven in te draaien wordt de zwaaisnelheid vertraagd, door de schroeven uit te draaien wordt de snelheid verhoogd.
- Het heteluchtmondstuk moet zich in het midden van de laswals bevinden.
Snijder aanpassen
- Als de machine is uitgerust met de stuiknaadlaser. Lijn de snijplotter uit op deze laserlijn. Als de machine deze optie niet heeft, lijn dan de snijplotter uit op de binnenste overlaplaser.
- Zet de frees eerst in de startpositie. De frees moet haaks in de montageklem staan, zodat wanneer de frees neergezet wordt, de voet haaks op de rails staat. Draai vervolgens de vier bouten vast. Draai ze echter niet te vast aan, dit zal de luchtstroom in de snijplotter afknellen, waardoor de snijplotter niet meer werkt.
- Ten tweede wordt de snijklem aan de machine bevestigd. Deze regelt de zijwaartse afstelling en de hoek van de maaivoet. De maaivoet moet licht hellen, zodat de achterkant van de voet iets van de rupsband afligt. Een te grote helling zorgt ervoor dat de maaivoet in de rails graaft. De snijder moet naar links of rechts worden geschoven om de voet uit te lijnen met de laserlijn. Draai vier bouten vast en voer een testsnede uit. Controleer of de snijplotter op de laserlijn snijdt. Zo niet, beweeg de snijplotter naar links of rechts tot de snijplotter op de lijn snijdt. Onthoud dat de hoek van de voet kan verschuiven elke keer dat de snijplotter naar links of rechts wordt geschoven.
- Als de snijplotter te vroeg of te laat valt. Log in op de onderhoudspagina en pas de snijplengte aan.
Microschakelaar Aanpassingen
Deze pagina beschrijft alle microschakelaars en sensoren op de Miller Weldmaster 112 Extreme .
- Eindschakelaar voor overschrijding: Het doel van deze schakelaar is om te voorkomen dat de kopwagen meer dan verplaatst . * Opmerking: Deze schakelaar activeert de noodstop en haalt de stroom en lucht uit de machine.
- Schakelaar voor langzamer teruggaan naar de uitgangspositie: Het doel van deze schakelaar is om de slede van de kop langzamer te laten gaan wanneer deze terugkeert naar de uitgangspositie.
- Veiligheidsschakelaar snijmechanisme: Het doel van deze schakelaar is om ervoor te zorgen dat de snijplotter in de bovenste positie staat om terug te keren naar de uitgangspositie.
Positiesensoren
- Sensor thuispositie: Het doel van deze sensor is om het systeem te vertellen dat de kopwagen in de uitgangspositie staat, klaar om te draaien.
- Sensor voor snijpositie: Het doel van deze sensor is om het systeem te vertellen dat de snijkopwagen zich op in de snijpositie bevindt.
- Sensor voor voorwaartse limiet: Het doel van deze sensor is om de voorwaartse beweging van de slede van de kop te stoppen.
Waarschuwing! Alleen een gekwalificeerde technicus mag onderhoud uitvoeren aan dit apparaat. Dit kan een Miller Weldmaster vertegenwoordiger zijn of iemand die is opgeleid door een Miller Weldmaster vertegenwoordiger.
 Waarschuwing! Dit apparaat moet worden losgekoppeld van de voedingsbron voordat u onderhoud kan beginnen.
Waarschuwing! Dit apparaat moet worden losgekoppeld van de voedingsbron voordat u onderhoud kan beginnen.
Onderhoud
- Luchtfilterelement: De Miller Weldmaster 112 Extreme heeft een luchtcompressor die luchtstroom levert aan de warmte-elementen. Het luchtfilterelement moet regelmatig gereinigd en vervangen worden om voldoende luchtstroom te behouden. Onvoldoende luchtstroom of onzuiverheden in de luchtstroom verkorten de levensduur van de warmte-elementen.
- Reinig het luchtfilterelement elke week: Als de omgeving in uw productieruimte niet schoon is, is het aanbevolen om het luchtfilterelement twee keer per week te reinigen.
Onderdelen vervangen
- Verwarmingselementen: De verwarmingselementen van de 112EX machine hebben een nominale gebruiksduur van 1000 uur bij 1000 graden F (537 graden C). Hoewel een langere levensduur van de verwarmingselementen mogelijk is bij goed onderhoud, is 1000 uur het gemiddelde. Als de hitte-elementen voortijdig defect raken, neem dan contact op met een Miller Weldmaster vertegenwoordiger voordat u ze vervangt.
- Kettingen: De 112EX machine heeft verschillende kettingen die gebruikt worden om de lasrollen aan te drijven. Hoewel dit geen onderdeel is dat veel onderhoud vergt, moeten de kettingen eens per maand worden geïnspecteerd om er zeker van te zijn dat er geen overmatige corrosie, roest of vuil aanwezig is. Controleer ook op speling of loszitten. Smeer kettingen indien nodig eenmaal per maand met 80w - 90w tandwielolie.
De lasrol van de bovenste eenheid en de aandrijfketting van de koppeling afstellen
- Bovenste eenheid: Wanneer je de ketting van de bovenste eenheid aanspant, moet je de lasrol controleren op speling. De lasrol mag maar 1/8 inch heen en weer bewegen. Draai de moer van de spanbout los. Zodra de moer is losgedraaid draai je de bout rechtsom totdat de lasrol niet meer beweegt. Draai de spanbout terug tegen de klok in totdat de lasrol de speling van 1/8 inch heeft bereikt.
- Lange ketting: De afstelling van de lange ketting bevindt zich direct achter de bovenste eenheid waar de bovenste eenheid is bevestigd aan de balhoofdbuis. Stel de ketting af door de stelschroeven voor de lagerblokken te verstellen waarmee de bovenste eenheid vastzit. Door de stelschroeven naar beneden te draaien wordt de ketting strakker. Door de stelschroeven omhoog te draaien wordt de ketting losser .
- Hoofdkoppelingsketting: De hoofdketting naar de koppeling moet een beetje los zitten. Verwijder het deksel aan de zijkant van de kop . Stel de ketting af door de beugels van het rondsel los te draaien. Er zijn 2 tandwielen. De ketting moet ongeveer 3/16 inch van het tandwiel af komen, maar niet genoeg om van de tanden af te komen. Als de ketting te strak gespannen is, zal de koppeling niet goed werken.
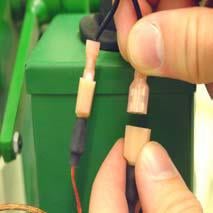
Het thermokoppel vervangen
De Moduline maakt gebruik van een thermokoppel om de luchttemperatuur af te lezen net voordat deze het mondstuk bereikt. De typische levensduur van een thermokoppel varieert. Het thermokoppel moet worden vervangen als de machine geen constante temperatuur van +/- 2 Graden F (+/- 1 Graden C) aanhoudt of als de warmte-elementen voortijdig doorbranden.
Waarschuwing! Alleen een gekwalificeerde technicus mag onderhoud uitvoeren aan dit apparaat. Dit kan een Miller Weldmaster vertegenwoordiger zijn of iemand die is opgeleid door een Miller Weldmaster vertegenwoordiger.
Waarschuwing! Dit apparaat moet worden losgekoppeld van de voedingsbron voordat u onderhoud kan beginnen.

1. Zet de stroomonderbreker in de uit-stand.

2. Koppel het netsnoer los van de voeding. Als het netsnoer is aangesloten op de voeding, schakelt u de voeding uit bij de aansluitdoos.

3. Koppel de 2 thermokoppeldraden los.

4. Verwijder het heteluchtpijpje door de klem los te maken.

5. Verwijder de draadbevestigingen van het thermokoppel.

6. Verwijder het bodemdeksel en een deel van de glasvezelisolatie van de elementbehuizing.

7. Draai de moer van het thermokoppel voorzichtig los met een 7/16 sleutel en verwijder hem.

8. Installeer het nieuwe thermokoppel met alle afstandsbussen in de aangegeven volgorde. Zorg ervoor dat het thermokoppel er helemaal in zit.
9. Draai de moer van het thermokoppel vast.
10. Breng de glasvezelisolatie en de bodembedekking met schroeven weer aan.
11. Installeer beide thermokoppeldraadbevestigingen.

12. Installeer het mondstuk en de klem. Zorg ervoor dat u de klem met de gegroefde kant naar boven installeert.

13. Sluit de thermokoppeldraden aan. Als de temperatuur achteruit begint te lopen, verwissel dan de draden.
De warmte-elementen vervangen
De verwarmingselementen die gebruikt worden door de Miller Weldmaster machine hebben een nominale gebruiksduur van 1000 uur bij 1000 graden F (537 graden C). Hoewel een langere levensduur van de verwarmingselementen mogelijk is bij goed onderhoud, is 1000 uur het gemiddelde. Als de hitte-elementen voortijdig defect raken, neem dan contact op met een Miller Weldmaster vertegenwoordiger voordat u ze vervangt. Het wordt aanbevolen om beide elementen te vervangen, zelfs als er maar één doorbrandt.
1. Zet de stroomonderbreker in de uit-stand.
2. Koppel het netsnoer los van de voeding. Als het netsnoer is aangesloten op de voeding, schakelt u de voeding uit bij de aansluitdoos.
3. Koppel de 2 thermokoppeldraden los.
4. Verwijder de draadbevestigingen van het thermokoppel.

5. Verwijder de bovenste afdekking van de elementbehuizing en schuif deze uit de weg.

6. Verwijder de 2 stukjes isolatie tussen de draden en de aluminium luchtverdeler.

7. Verwijder de 4 draden van de warmte-elementen.

8. Draai de 4 schroeven los waarmee de aluminium luchtverdeler vastzit.

9. Verwijder de aluminium luchtverdeler.

10. Verwijder de hitte-elementen voorzichtig uit de elementbehuizing.
OPMERKING: Controleer elk element op afgebroken stukjes glas of draad. Ontbrekende fragmenten bevinden zich in de behuizing of het mondstuk van het dubbele element. Deze fragmenten moeten worden verwijderd voordat u nieuwe elementen installeert.
11. Plaats voorzichtig 2 nieuwe warmte-elementen in de behuizing van het dubbele element.
12. Installeer de aluminium luchtverdeler.

13. Sluit de vier draden aan op de elementen. Zorg ervoor dat draden #1 en #3 op één element worden aangesloten en draden #2 en #4 op het andere element.
14. Plaats de 2 stukjes isolatie tussen de draden en de aluminium luchtverdeler.
15. Schuif de bovenbekleding terug op de behuizing van het warmte-element. Zorg ervoor dat u de thermokoppelaansluitingen door het bovenste gat voert.

16. Monteer de 3 plaatschroeven aan de bovenkant van de behuizing van het hitte-element.
17. Sluit de draden van het thermokoppel aan. Als de temperatuurregelaar achteruit begint te lezen, verwissel dan de draden.
8.0 Lastips
OPMERKING: De machine moet ten minste 90 psi luchtdruk hebben om vermogen terug te kunnen zetten.
Verlies van lastemperatuur
- De warmte-elementen kunnen doorgebrand zijn, controleer het aantal uren op de warmte-elementen. De warmte-elementen zijn berekend op 1000 uur bij 73ºC.
- Het thermokoppel kan doorgebrand zijn of losse draden hebben.
- Controleer de draadverbindingen naar elk verwarmingselement.
- Slechte elektrische aansluiting op de toevoerleiding naar de machine.
Luchtcilinders werken niet
- Controleer de luchtdruk! Er moet 90 PSI in de machine komen.
- De meterklep op de cilinder moet worden afgesteld.
- Controleer het magneetventiel op luchtdruk en spanning.
- Als je luchtdruk en spanning hebt, is de elektromagneet slecht.
Snijder
- Snijder snijdt niet op laserlijn.
- Snijder moet worden aangepast.
- Lasers moeten worden aangepast.
- Snijder schakelt niet in.
- Geen luchtdruk op de snijplotter.
- Snijder valt niet op de baan of valt te snel.
- De doseerklep op de maaischuif moet worden afgesteld.
- Snijder raakt klem.
- De sensor voor de thuispositie van de snijplotter moet worden afgesteld. (Zie microschakelaars, sensorafstellingen)
- Snijder lekt olie.
- Snijderolier moet worden aangepast.
Hete lucht mondstuk
- Mondstuk raakt klem.
- Kopslede te ver teruggezet. (Zie microschakelaars, sensoren)
- Mondstuk raakt rups, lasrol of geleider.
- Sproeier moet worden afgesteld (zie Sproeierafstelling).
- De geleider moet omhoog worden bijgesteld.
- Het mondstuk beweegt wanneer het geactiveerd wordt om te lassen.
- Sproeikopklem los (zie Sproeikopafstelling).
De naad is slechts aan één kant gelast
- De punt van het heteluchtpijpje moet worden aangepast.
- Het mondstuk moet zijwaarts worden versteld.
- Het mondstuk kan aan één kant dichtgeknepen zijn. Open de dichtgeknepen kant zodat er een gelijkmatige stroom is.
- De snelheidsregelaar is te hoog ingesteld, zodat er niet genoeg tijd is om de hete lucht goed op de naad aan te brengen.
- Er zit een verontreiniging op het oppervlak van de te lassen stof.
Overlappende naad
- Overlapnaad is gebobbeld aan beide zijden van de las.
- Temperatuur is te heet. Zet de warmte lager of versnel de machine.
- Eén paneel plooit en komt misschien te kort of te lang.
- De koppelingsdruk moet worden verlaagd als deze te kort komt.
- De koppelingsdruk moet worden verhoogd als je lang optrekt.
- Overlaplas heeft een flap aan één kant van de las.
- De geleider moet van links naar rechts worden bijgesteld.
- Onderpaneel niet goed uitgelijnd.
- De overlaplas is kleiner dan de las.
- Geleider moet worden aangepast. Schuif de geleider weg van de operator.
Stokzak
- De naad van de zak loopt uit.
- Temperatuur is te heet. Zet de warmte lager of versnel de machine.
- Zak heeft kreukels en kronkels.
- Materiaal niet vierkant begonnen.
- De koppelingsdruk moet worden aangepast. Als het bovenste stuk te kort komt, verlaag dan de koppelingsdruk. Als het er lang uitkomt, verhoog dan de koppelingsdruk.
- De operator trekt te veel aan het materiaal. Houd het materiaal recht tijdens het lassen met weinig druk van de operator op de geleider. Laat de machine en de geleider het meeste werk doen.
- De zak heeft een flap aan één kant van de las.
- Geleider moet worden aangepast. Schuif de geleider naar de operator toe.
- Zaklas is kleiner dan lasmaat...
- Geleider moet worden aangepast. Schuif de geleider weg van de operator.
Hem
- De zoom plooit te veel of is aan één kant uitgebrand.
- Temperatuur is te heet. Zet de warmte lager of versnel de machine.
- Hem blijft niet in de gids.
- Geleider niet haaks, geleider bijstellen.
- Voeg koppelingsdruk toe.
- De spuitmond raakt het materiaal.
- Sproeier te hoog. Verlaag de sproeier.
- Materiaal niet strak tussen laswals en geleider doordat materiaal niet haaks begint aan het begin.
- Een zoomlas heeft een flap aan één kant van de las.
- Geleider moet worden aangepast. Schuif de geleider naar de operator toe.
- Zoomlas heeft een kraal of zak aan één kant van de las.
- Geleider moet worden aangepast. Schuif de geleider weg van de operator.
Zoom en touw
- Materiaal te los rond touw.
- Stel de geleider weg van de operator.
- Touw te klein voor geleider.
- Materiaal te strak rond touw.
- Stel de geleider af in de richting van de operator.
- Touw te groot voor geleider.
- De zoom en het touw zijn te plooiig of aan één kant uitgebrand.
- Temperatuur is te heet. Zet de warmte lager of versnel de machine.
- De zoom en het touw blijven niet in de geleider.
- Geleider niet haaks Stel de geleider bij.
- Voeg koppelingsdruk toe.
- De spuitmond raakt het materiaal.
- Sproeier te hoog, sproeier lager.
- Materiaal niet strak tussen laswals en geleider doordat materiaal niet haaks begint aan het begin.
- Lasrol loopt over touw.
- Het touw moet aan de buitenkant van de lasrol beginnen.
Stiknaad
- Tape niet gecentreerd in las.
- Geleider verkeerd uitgelijnd.
- Het midden van de kolf is niet uitgelijnd met de laser.
- Laserlijn niet gecentreerd met lasrol.
- Plakband kreukt.
- Te veel druk op de koppeling.
- Te heet.
Zijbekleding vrachtwagen
- Indicatielijn komt niet overeen met materiaal.
- Geleider verkeerd uitgelijnd.
- Sproeier raakt kralen.
- Sproeier te hoog.
- Rimpels aan het begin.
- Materiaal niet geklemd.
9.0 Aanvullende machinedocumenten







