Deze handleiding is bedoeld als leidraad bij het bedienen van de Boxmat PRO. Volg de aanbevelingen en specificaties nauwkeurig op om optimale prestaties van uw lasapparaat te garanderen.
Inhoudsopgave
- Hoofdstuk 1: Inleiding
- Hoofdstuk 2: Gezondheids- en veiligheidsvoorschriften
- Hoofdstuk 3: Technische gegevens
- Hoofdstuk 4: Technische specificaties
- Hoofdstuk 5: Installatie
- Hoofdstuk 6: Bediening van de machine
- Hoofdstuk 7: Beschrijving van het scherm van het HMI-paneel
- Hoofdstuk 8: Onderhoud
- Hoofdstuk 9: Arbeids- en veiligheidsregels
- Hoofdstuk 10: Elektrische documentatie
- Hoofdstuk 11: Pneumatische documentatie
- Hoofdstuk 12: Gebruik en machine Breken
- Hoofdstuk 13: Bijlagen
Bel voor meer technische informatie over deze machine ons Resolution Center op 1-855-888-WELD of stuur een e-mail naar service@weldmaster.com.
1.0 Inleiding
Boxmat PRO is de modernste en meest veelzijdige machine op de markt en zorgt voor een revolutie in de productie van golfkartonverpakkingen. Dankzij de automatische en gereedschapsloze wijziging van de instellingen op het HMI touchpanel, dat binnen enkele seconden kan worden gewijzigd, kan elk productformaat worden geprogrammeerd in standaard FEFCO types. PRO is ideaal voor de productie van korte series en voor grote massaproductie. Het snijden van sleuven, het verwijderen van overtollig materiaal, het insnijden, het verwijderen van lijmtongen en het op maat snijden van het formaat gebeurt in één cyclus zonder dat er extra hulpstukken nodig zijn.
In 'één keer' kunnen dozen van 3/5 lagen golfkarton worden gemaakt. In één enkele cyclus kunnen meerdere dozen van een voldoende groot formaat worden gemaakt.
De posities van de langsgereedschappen worden ingesteld met servoaandrijvingen, afhankelijk van de vereiste grootte en dikte van het karton. De formaten worden centraal gepositioneerd voor automatisch gepositioneerde stootranden. Een set antisliprollen en invoer-uitvoerassen zorgt voor een nauwkeurige en stabiele kartongeleiding tijdens de hele cyclus.
Het toegepaste innovatieve systeem met cirkelvormige messen maakt het mogelijk om overtollig of afvalkarton van de rest van het vel af te snijden. Deze oplossing vergemakkelijkt de correctie van het formaat van de vellen op bi-directional en maakt het mogelijk om de vellen die op dat moment in productie zijn gelijktijdig op verschillende formaten te snijden, zonder dat ze op een apart randapparaat moeten worden gesneden.
KENMERKEN:
- Inkerven, bi-directional inkerven en afsnijden van afval in één cyclus
- Eén geïntegreerde module voor snijden, scoren en afsnijden, elimineert productiefouten in multi-module machines
- Snel veranderen van machine instellingen, op de touch paneel, dankzij servoaandrijvingen
- Mogelijkheid van longitudinale scoring die is een scoring functie, transversale scoring en snijden platen in kleinere stukken - een spleet gereedschap
- 4 messen + 4 in de lengte scoren wielen verstelbaar op het paneel - a standaard optie
- Een geïntegreerd ponssysteem voor het snijden van gaten
- Ecologisch vermogen en aandrijving systeem als goed als laag vermogen verbruik
- Selectie van stijlen, maten, functies en de dieptes van de scores, met behulp van het touch scherm
- Karton invoer met een betrouwbaar opraapsysteem
- Trillingsisolerende poten die overdracht van trillingen voorkomen
- Veilige en snelle externe machine kalibratie en bijwerken, dankzij op afstand internet verbinding
- Eenvoudig verwisselen van scoreschijven en snijmessen
![]() LET OP: Elke intentie van met deze machine voor elke doel overig dan als beschreven in deze handmatig moet altijd zijn besproken met de fabrikant.
LET OP: Elke intentie van met deze machine voor elke doel overig dan als beschreven in deze handmatig moet altijd zijn besproken met de fabrikant.
![]() LET OP: Voor de veiligheid van alle exploitanten en andere personeel, het is belangrijk dat deze handmatig is lees en begrepen door al het personeel; alle instructies moet zijn gevolgd.
LET OP: Voor de veiligheid van alle exploitanten en andere personeel, het is belangrijk dat deze handmatig is lees en begrepen door al het personeel; alle instructies moet zijn gevolgd.
![]() LET OP: Het is zeer aanbevolen dat elke operator, eenmaal opgeleid naar gebruik deze machine, moet toevoegen hun naam en handtekening naar de formulier in deze handleiding.
LET OP: Het is zeer aanbevolen dat elke operator, eenmaal opgeleid naar gebruik deze machine, moet toevoegen hun naam en handtekening naar de formulier in deze handleiding.
![]() LET OP: Deze machine was ontworpen voor gebruik door valide operators. Graag neem contact op met de fabrikant voor help en advies als het te zijn aangepast of gewijzigd voor anderen.
LET OP: Deze machine was ontworpen voor gebruik door valide operators. Graag neem contact op met de fabrikant voor help en advies als het te zijn aangepast of gewijzigd voor anderen.
2.0 Gezondheids- en veiligheidsvoorschriften, borden en labels
De gezondheid en veiligheid van bedieners en ander personeel in de buurt van deze machine is van het grootste belang.
Om dit apparaat veilig te kunnen gebruiken, is het zeer belangrijk dat deze handleiding grondig wordt gelezen door al het personeel dat van plan is met of in de buurt van het apparaat te werken. Alle veiligheidsinstructies moeten worden opgevolgd, inclusief de waarschuwingslabels in de handleiding en op het apparaat.
Het is noodzakelijk dat de koper verplicht is zijn eigen WERKSTATIONINSTRUCTIES voor zijn machinebedieners uit te werken, met behulp van de instructies in deze servicehandleiding en de kennis die de fabrikant heeft opgedaan met de technologie van het product.
De uiteindelijke, juridische en financiële verantwoordelijkheid voor alle mogelijke gebeurtenissen die kunnen plaatsvinden als gevolg van onwetendheid over deze servicehandleiding of onwetendheid over Arbo-voorschriften, ligt bij de koper. Het is daarom ESSENTIEEL om de veiligheidsinstructies te lezen en op te volgen.
Waarschuwingstekens
![]() LET OP: Elke operator MOET lezen de tekst van deze service handleiding voordat het uitvoeren van enig werkzaamheden met de machine.
LET OP: Elke operator MOET lezen de tekst van deze service handleiding voordat het uitvoeren van enig werkzaamheden met de machine.
![]() LET OP: De koper is sterk geadviseerd naar tekenen hun eigen WERKSTATION INSTRUCTIES voor de machineoperators, op de basis van de tekst inbegrepen in deze servicehandleiding en de kennis afgeleid van hun eigen productietechnologie.
LET OP: De koper is sterk geadviseerd naar tekenen hun eigen WERKSTATION INSTRUCTIES voor de machineoperators, op de basis van de tekst inbegrepen in deze servicehandleiding en de kennis afgeleid van hun eigen productietechnologie.
 LET OP: ONDER GEEN OMSTANDIGHEDEN moet de machine zijn bediend door ongekwalificeerd personeel. Machinebedieners moet zijn vertrouwd met Beroep Gezondheid en Veiligheid voorschriften met speciaal focus op de risico's inherent aan deze machine. Als a gevolg van de voornoemde documentatie, goedkeuring van voltooiing van opleiding en ondertekend door de getraind operator, moet zijn uitgegeven.
LET OP: ONDER GEEN OMSTANDIGHEDEN moet de machine zijn bediend door ongekwalificeerd personeel. Machinebedieners moet zijn vertrouwd met Beroep Gezondheid en Veiligheid voorschriften met speciaal focus op de risico's inherent aan deze machine. Als a gevolg van de voornoemde documentatie, goedkeuring van voltooiing van opleiding en ondertekend door de getraind operator, moet zijn uitgegeven.
![]() LET OP: De machine was niet ontworpen naar zijn bediend door gehandicapten operators. Als de nodig ontstaat - en na voorafgaand overleg met de Fabrikant- de machine kan passend worden aangepast voor gehandicapten operators.
LET OP: De machine was niet ontworpen naar zijn bediend door gehandicapten operators. Als de nodig ontstaat - en na voorafgaand overleg met de Fabrikant- de machine kan passend worden aangepast voor gehandicapten operators.
![]() LET OP: Volgens naar de fabrikant aanbevelingende machine moet zijn geïnstalleerd in een industrieel omgeving alleen.
LET OP: Volgens naar de fabrikant aanbevelingende machine moet zijn geïnstalleerd in een industrieel omgeving alleen.
![]() LET OP: Onzorgvuldig afhandeling van de machine, tijdens transport en/of verhuizing, kan leiden tot ernstige letsel of ongelukken.
LET OP: Onzorgvuldig afhandeling van de machine, tijdens transport en/of verhuizing, kan leiden tot ernstige letsel of ongelukken.
![]() LET OP: Periodiek, adequaat preventief inspectie van de brand bescherming systeem moet zijn gedragen uit, in en rond de machine. De koper is volledig verantwoordelijk voor regelen om dergelijke inspecties.
LET OP: Periodiek, adequaat preventief inspectie van de brand bescherming systeem moet zijn gedragen uit, in en rond de machine. De koper is volledig verantwoordelijk voor regelen om dergelijke inspecties.
![]() LET OP: A leven bedreigend, krachtige netwerk spanning van 3 x 480V; 50...60 Hz is geleverd naar de machine. Als a resultaat, alle onderhoud moet zijn worden uitgevoerd door geschikt gekwalificeerd alleen door gekwalificeerd personeel, zoals vereist door de wet.
LET OP: A leven bedreigend, krachtige netwerk spanning van 3 x 480V; 50...60 Hz is geleverd naar de machine. Als a resultaat, alle onderhoud moet zijn worden uitgevoerd door geschikt gekwalificeerd alleen door gekwalificeerd personeel, zoals vereist door de wet.
 LET OP: Werk gedragen uit in de voeding, snijden of buigen zones binnen de systemen, moet worden uitgevoerd door gekwalificeerd personeel alleen, na nemen alle voorzorgsmaatregelen maatregelen. In de bovenvermelde zones, hoger instanties van potentieel lichaam letsel mogelijk zijn.
LET OP: Werk gedragen uit in de voeding, snijden of buigen zones binnen de systemen, moet worden uitgevoerd door gekwalificeerd personeel alleen, na nemen alle voorzorgsmaatregelen maatregelen. In de bovenvermelde zones, hoger instanties van potentieel lichaam letsel mogelijk zijn.
 LET OP: De NOODGEVALLEN STOP knop is ontworpen te zijn ingedrukt op elke tijd maar vooral wanneer een noodgevallen uitschakeling is dringend nodig.
LET OP: De NOODGEVALLEN STOP knop is ontworpen te zijn ingedrukt op elke tijd maar vooral wanneer een noodgevallen uitschakeling is dringend nodig.
![]() LET OP: De gebied rondom de machine moet niet geblokkeerd zijn door elke objecten, als deze mei resultaat in personeel struikelen, glijden en vallen die leiden tot ernstige letsel.
LET OP: De gebied rondom de machine moet niet geblokkeerd zijn door elke objecten, als deze mei resultaat in personeel struikelen, glijden en vallen die leiden tot ernstige letsel.
![]() LET OP: De operator moet altijd zorgen voor dat alle deuren, deksels, schilden en andere beschermende apparaten zijn veilig op zijn plaats voor de machine is begonnen.
LET OP: De operator moet altijd zorgen voor dat alle deuren, deksels, schilden en andere beschermende apparaten zijn veilig op zijn plaats voor de machine is begonnen.
![]() LET OP: Een operator moet nooit klim op de machine wanneer deze in werking is.
LET OP: Een operator moet nooit klim op de machine wanneer deze in werking is.
![]() LET OP: De doorgaande route van de golfkarton raad mag NOOIT zijn geblokkeerd door personeel of door elke obstakel.
LET OP: De doorgaande route van de golfkarton raad mag NOOIT zijn geblokkeerd door personeel of door elke obstakel.
Verboden en verplichte borden
 ONDER GEEN OMSTANDIGHEDEN moet de machine zijn beheerd door ongetraind personeel. De machine exploitanten moet bekend zijn met Beroep Gezondheid en Veiligheid voorschriften met speciale richten op de risico's inherent aan deze machine.
ONDER GEEN OMSTANDIGHEDEN moet de machine zijn beheerd door ongetraind personeel. De machine exploitanten moet bekend zijn met Beroep Gezondheid en Veiligheid voorschriften met speciale richten op de risico's inherent aan deze machine.
 LET OP: ONDER GEEN OMSTANDIGHEDEN moet de machine zijn bediend door ongekwalificeerd personeel. Machinebedieners moet zijn vertrouwd met Beroep Gezondheid en Veiligheidsvoorschriften.
LET OP: ONDER GEEN OMSTANDIGHEDEN moet de machine zijn bediend door ongekwalificeerd personeel. Machinebedieners moet zijn vertrouwd met Beroep Gezondheid en Veiligheidsvoorschriften.
 ONDER GEEN OMSTANDIGHEDEN moet de machine worden gemonteerd, ontmanteld of vervoerd door ongetraind personeel, noch door die onbekend met de veiligheidsvoorschriften inbegrepen in deze service handmatig, sinds dergelijke activiteiten mei lood naar een ongeval of naar financieel verlies.
ONDER GEEN OMSTANDIGHEDEN moet de machine worden gemonteerd, ontmanteld of vervoerd door ongetraind personeel, noch door die onbekend met de veiligheidsvoorschriften inbegrepen in deze service handmatig, sinds dergelijke activiteiten mei lood naar een ongeval of naar financieel verlies.
 ONDER GEEN OMSTANDIGHEDEN moet onderhoud of onderhoud zijn uitgevoerd, of preventief maatregelen zijn genomen, zonder volledig loskoppelen van de elektriciteit leveren.
ONDER GEEN OMSTANDIGHEDEN moet onderhoud of onderhoud zijn uitgevoerd, of preventief maatregelen zijn genomen, zonder volledig loskoppelen van de elektriciteit leveren.
 ONDER GEEN OMSTANDIGHEDEN moet elke van de sub- assemblages, dergelijke als de gids rollen, de snijden of scoren gereedschap, zijn aangeraakt.
ONDER GEEN OMSTANDIGHEDEN moet elke van de sub- assemblages, dergelijke als de gids rollen, de snijden of scoren gereedschap, zijn aangeraakt.
ONDER GEEN OMSTANDIGHEDEN moet elke maatregelen zijn ondernomen die zou lood naar a verlaging in de machine veiligheid status; deze omvat dergelijke maatregelen als blokkering master schakelaars, afschermingen verwijderen of sensoren loskoppelen, enz.
ONDER NEE OMSTANDIGHEDEN moet een operator klim op de machine tijdens de laadprocedure of tijdens haar reguliere werk cyclus.
 ONDER GEEN OMSTANDIGHEDEN zou een potentiële brand, in de buurt van de machine, worden geblust met water. Gebruik alleen gelicentieerd, verfijnd, brandbestrijdings middelen en brandgevaar bescherming producten.
ONDER GEEN OMSTANDIGHEDEN zou een potentiële brand, in de buurt van de machine, worden geblust met water. Gebruik alleen gelicentieerd, verfijnd, brandbestrijdings middelen en brandgevaar bescherming producten.
 ONDER De afschermingen mogen in GEEN GEVAL verwijderd worden tijdens de werkcyclus van de machine.
ONDER De afschermingen mogen in GEEN GEVAL verwijderd worden tijdens de werkcyclus van de machine.
 ONDER GEEN OMSTANDIGHEDEN moet de machine zijn gespoten met water tijdens zijn gewone werk cyclus of wanneer het idle.
ONDER GEEN OMSTANDIGHEDEN moet de machine zijn gespoten met water tijdens zijn gewone werk cyclus of wanneer het idle.
 ONDER GEEN OMSTANDIGHEDEN moet elke onderhoud taken zijn uitgevoerd terwijl de machine is in bedrijf.
ONDER GEEN OMSTANDIGHEDEN moet elke onderhoud taken zijn uitgevoerd terwijl de machine is in bedrijf.
 ONDER GEEN OMSTANDIGHEDEN moet elke olie, oplosmiddel of elke andere bijtend of giftig stoffen zijn gegoten uit, ofwel in of in de buurt van de machine.
ONDER GEEN OMSTANDIGHEDEN moet elke olie, oplosmiddel of elke andere bijtend of giftig stoffen zijn gegoten uit, ofwel in of in de buurt van de machine.
 ONDER GEEN OMSTANDIGHEDEN moet mobiel telefoons zijn gebruikt in de onmiddellijk omgeving van de machine.
ONDER GEEN OMSTANDIGHEDEN moet mobiel telefoons zijn gebruikt in de onmiddellijk omgeving van de machine.
 ONDER GEEN OMSTANDIGHEDEN moet elke naakt vlam zijn gebruikt in de onmiddellijk omgeving van de machine.
ONDER GEEN OMSTANDIGHEDEN moet elke naakt vlam zijn gebruikt in de onmiddellijk omgeving van de machine.
 ONDER GEEN OMSTANDIGHEDEN moet sigaretten zijn gerookt in de onmiddellijke omgeving van de machine.
ONDER GEEN OMSTANDIGHEDEN moet sigaretten zijn gerookt in de onmiddellijke omgeving van de machine.
 ONDER GEEN OMSTANDIGHEDEN zou alcohol zijn gedronken in de onmiddellijk omgeving van de machine, noch mag personeel, onder invloed van alcohol, de machine bedienen.
ONDER GEEN OMSTANDIGHEDEN zou alcohol zijn gedronken in de onmiddellijk omgeving van de machine, noch mag personeel, onder invloed van alcohol, de machine bedienen.
 ONDER GEEN OMSTANDIGHEDEN moet personeel eet in de onmiddellijke in de buurt van de machine.
ONDER GEEN OMSTANDIGHEDEN moet personeel eet in de onmiddellijke in de buurt van de machine.
 IT IS TEN STERKSTE GEADVISEERD dat elke persoon, toegewezen op te bedienen de machine, zijn volledig getraind zijn. De scope van opleiding moet betrekking hebben op werking van de machine, zoals evenals als Beroeps Gezondheid en Veiligheid voorschriften, met speciaal focus op de risico's die inherent zijn aan in de machine.
IT IS TEN STERKSTE GEADVISEERD dat elke persoon, toegewezen op te bedienen de machine, zijn volledig getraind zijn. De scope van opleiding moet betrekking hebben op werking van de machine, zoals evenals als Beroeps Gezondheid en Veiligheid voorschriften, met speciaal focus op de risico's die inherent zijn aan in de machine.
 IT IS ZEER AANBEVOLEN dat ALLE deksels en afschermingen, ontworpen ontworpen voor de machine, zijn worden gebruikt.
IT IS ZEER AANBEVOLEN dat ALLE deksels en afschermingen, ontworpen ontworpen voor de machine, zijn worden gebruikt.
 IT IS ESSENTIEEL dat in de evenement van elke ongeval met de operator, of elke machine mislukking, beide moet zijn meldt aan het management snel.
IT IS ESSENTIEEL dat in de evenement van elke ongeval met de operator, of elke machine mislukking, beide moet zijn meldt aan het management snel.
 IT IS ESSENTIEEL naar draag veilig, nauwsluitend, werkkleding om de mogelijkheid van zijn gesnapt of getrokken in de machine.
IT IS ESSENTIEEL naar draag veilig, nauwsluitend, werkkleding om de mogelijkheid van zijn gesnapt of getrokken in de machine.
 IT IS ESSENTIEEL naar draag beschermend handschoenen terwijl werking de machine.
IT IS ESSENTIEEL naar draag beschermend handschoenen terwijl werking de machine.
 HET IS ESSENTIEEL voor draag Antislip werkschoeisel.
HET IS ESSENTIEEL voor draag Antislip werkschoeisel.
 Hoor bescherming moet versleten in deze gebied.
Hoor bescherming moet versleten in deze gebied.
 IT IS ESSENTIEEL dat lang haar zijn gebonden terug in dergelijke a weg als naar verminderen de risico van zijn gesnapt of getrokken in de machine; operators moet draag ofwel geschikt haar bedekking of hun haar gebonden omhoog.
IT IS ESSENTIEEL dat lang haar zijn gebonden terug in dergelijke a weg als naar verminderen de risico van zijn gesnapt of getrokken in de machine; operators moet draag ofwel geschikt haar bedekking of hun haar gebonden omhoog.
 IT IS ESSENTIEEL naar blijf de vloer rond de machine schoon en vrij van papier, bord of andere afval.
IT IS ESSENTIEEL naar blijf de vloer rond de machine schoon en vrij van papier, bord of andere afval.
 IT IS VERPLICHT dat alle machine operators zijn goed opgeleid personeel, bekend met Beroeps Gezondheid en veiligheid voorschriften; zij moeten ook zijn bekend zijn met met alle gevaarlijke situaties waarschijnlijk op voorkomen op de operatie van geavanceerde machines van deze complexiteit.
IT IS VERPLICHT dat alle machine operators zijn goed opgeleid personeel, bekend met Beroeps Gezondheid en veiligheid voorschriften; zij moeten ook zijn bekend zijn met met alle gevaarlijke situaties waarschijnlijk op voorkomen op de operatie van geavanceerde machines van deze complexiteit.
IT IS ESSENTIEEL naar gebruik de noodgevallen stop schakel knop wanneer de operator leven of gezondheid in gevaar is.
IT IS ESSENTIEEL naar los te koppelen de machine van de stroom voeding wanneer onderhoud, onderhoud of preventief activiteiten aan de gang.
 Tijdens inpakken, uitpakken en transport, speciale maatregelen moeten zijn genomen, in om om te voorkomen de machine om kantelen te voorkomen.
Tijdens inpakken, uitpakken en transport, speciale maatregelen moeten zijn genomen, in om om te voorkomen de machine om kantelen te voorkomen.
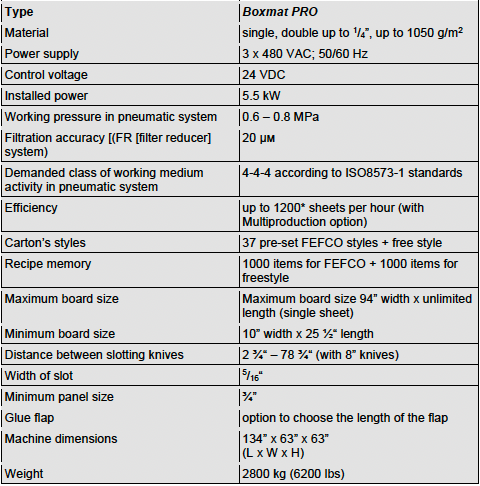
4.0 Technische specificaties
- De Boxmat Pro machine bestaat uit de hoofdromp, met daarin alle elektrische en mechanische componenten, en beweegbare werktafel . De hoofdbehuizing is gebaseerd op een metalen frame dat zorgt voor het juiste niveau van stabiliteit. De werktafel is ontworpen om de operators te helpen bij het invoeren van het gegolfd materiaal door de machine.
- De gegolfde vormstukken worden door de machine getransporteerd door een reeks rollen en wielen aangedreven door servoaandrijvingen. Op een vergelijkbare manier wordt de gleufbalk aangedreven door een servoaandrijving .
- Achter de sleuf/scoring balk zit het innovatieve systeem van roterende gereedschappen waarmee de operator kan afsnijden overtollige plaat en ze kan uitwerpen zonder enige sneden of scores waardoor ze kan worden opnieuw. Dit maakt het ook mogelijk overmaatse planken te bij te snijden op formaat als ze door de machine gaan in plaats van te moeten bijsnijden op een andere, afzonderlijke machine.
- Het maakt het ook mogelijk de productie van twee dozen op een tijd (met Multi-productie optie), als doos formaat en vel formaat geschikt zijn door het bevestigen van een centrale mes.
- De sleuven zijn uitgestanst door een systeem van bladen die aan de scorende balk zijn bevestigd.
- De sleufmessen worden automatisch verplaatst naar de juiste posities door asynchrone motoren aangedreven door de omvormer en encoder, zodra de afmetingen is ingevoerd in het touch scherm.
- De linker geleider is gepositioneerd automatisch en, zodra een plank blanco is gepositioneerd tegen het, de rechter geleider kan worden geschoven omhoog om het om toe te staan de blanco passeren de machine
- De machine is uitgerust met een volledige set van afdekkingen en afschermingen om operators te beschermen tegen de bewegende messen en messen. Om te voldoen aan alle Europese veiligheidsvoorschriften, zal de machine niet werken als deze zijn niet alle in plaats en een passende foutmelding zal worden weergegeven op het scherm.
De fabrikant zal ervoor zorgen dat de machine op de juiste wijze verpakt is voor transport. Het type en de sterkte van de verpakking zijn aangepast aan de gebruikte afstand en middelen van transport , zowel met oog voor de mogelijke risico's verbonden aan de middelen van transport gebruikt. De Fabrikant stelt voor dat Ontvangers de transportmiddelen van en servicepersoneel gebruiken.
De opslag van een ongebruikte machine impliceert geen eisen andere dan een geschikte opslag omgeving. De opslagruimte moet voldoende bescherming bieden tegen atmosferische agentia en moet droog zijn, met een aanvaardbare vochtigheidsgraad lager dan 70%. De opslagtemperatuur moet 5 ºC en 40 ºC zijn.
Er moet worden gezorgd voor een adequate anticorrosiebescherming , met name voor metalen onderdelen die, om technische redenen, niet zijn geverfd of tegen corrosie zijn beschermd.
Als de machine wordt geleverd in een krat en/of bedekt met folie die een corrosiewerende atmosfeer creëert, moet de machine in dezelfde blijven gedurende de gehele opslagperiode .
Om te beschermen tegen vocht, wordt aanbevolen dat de machine niet opgeslagen wordt op de vloer van het magazijn maar op pallets, om het opgetild van de vloer te houden.
Deze dozenmaker moet zijn worden opgeslagen verticaal in a droog en goed geventileerde ruimte. De machine is gevoelig voor trillingen, schokken, hevige schokken en langdurige kantelingen. Zelfs als het is gevallen van een relatief onbeduidend hoogte deze kan leiden naar de permanent en onomkeerbare schade.
De bovenstaande bepalingen zijn bedoeld om alle personen en diensten, die contact hebben met dit apparaat, bewust te maken van zijn hoge gevoeligheid voor elke schokkende stimulans en, op hetzelfde moment, ook bewust , dat geen claims, die voortvloeien van dergelijke permanent schade, zoals zoals hierboven beschreven, zal worden beschouwd als een geldige klacht.
Voor meer advies of informatie, kunt u contact opnemen met de servicetechnici van de fabrikant .
Transport
 ONDER GEEN OMSTANDIGHEDEN moet de machine worden gemonteerd, ontmanteld of vervoerd in elke weg door ongekwalificeerde personeel of die onbekend met de veiligheid en zorg informatie inbegrepen in deze handleiding. Storing naar voldoen met deze basis regel mei lood per ongeluk schade of letsel niet overdekt door de garantie of aansprakelijkheid van de fabrikant.
ONDER GEEN OMSTANDIGHEDEN moet de machine worden gemonteerd, ontmanteld of vervoerd in elke weg door ongekwalificeerde personeel of die onbekend met de veiligheid en zorg informatie inbegrepen in deze handleiding. Storing naar voldoen met deze basis regel mei lood per ongeluk schade of letsel niet overdekt door de garantie of aansprakelijkheid van de fabrikant.
- De entiteit die verantwoordelijk is voor voor het transport en de installatie van de machine in de fabriek van de besteller moet worden bepaald in het stadium van de ondertekening van het contract , echter uiterlijk op na de technische aanvaarding van de machine in de fabriek van de fabrikant en voordat wordt afgegeven aan de besteller .
- Vanwege de aard van het apparaat, stelt de fabrikant voor dat de Ontvangers de fabrikant middelen van transport en service personeel gebruiken.
- De machine moet worden verplaatst met behulp van hef apparaten zoals zoals kranen, vorkheftrucks of pallettrucks , alle waarvan moet beschikken over voldoende hefvermogen voor het doel van veilig transport. De personen die ze bedienen moeten beschikken over de vereiste vergunningen en de opleiding, zoals vereist door de wet.
- De juiste modus van transport voor BOXMAT PRO machines wordt hieronder gepresenteerd.

Fig. 2. De locatie voor het optillen van de machine wordt aangegeven door het pictogram (Afb. 2 -1)

Fig. 3. Het juiste transport van de machine met een vorkheftruck
Het is verboden om de BOXMAT PRO machine op te tillen waar dit wordt aangegeven door pictogrammen; de onderstaande tekening verwijst hiernaar.

Fig. 4. Het is verboden om de BOXMAT PRO aan de zijwanden op te tillen met een vorkheftruck.
![]() LET OP: Storing naar voldoen met de boven pictogrammen en methoden van assemblage, mei resultaat in schade naar de de structuur van de machine en onderdelen.
LET OP: Storing naar voldoen met de boven pictogrammen en methoden van assemblage, mei resultaat in schade naar de de structuur van de machine en onderdelen.
![]() LET OP: Machine moet zijn verticaal getransporteerd.
LET OP: Machine moet zijn verticaal getransporteerd.
Het is essentieel dat de machine, en alle onderdelen en accessoires, moeten veilig en verpakt worden. Geschikte beschermende verpakking, pallets en/of kratten moeten worden geleverd om ervoor te zorgen dat de machine en alle perifere onderdelen en accessoires onbeschadigd aankomen voor installatie veilig en . Het is ten zeerste aanbevolen 1 te de fabrikant te al deze taken uit te voeren om een veilige en efficiënte levering en installatie te garanderen.
Wat betreft transport procedure het gewicht van de machine (c. 2800 kg - 6200 lb.) moet in aanmerking worden genomen.
![]() LET OP: Onzorgvuldig afhandeling van de machine tijdens transport en/of verhuizing kan leiden tot ernstige ongevallen of verwondingen.
LET OP: Onzorgvuldig afhandeling van de machine tijdens transport en/of verhuizing kan leiden tot ernstige ongevallen of verwondingen.
Installatie
De installatie van de machine op de werkplek, wordt uitgevoerd door het personeel van de besteller, zodra de inhoud van deze handleiding en de diensten van de fabrikant bekend zijn geworden met- en en zijn zijn overeengekomen overeengekomen met- door het personeel van de besteller . De juiste instelling van de printer is belangrijk als voorwaarde voor zijn optimale werking en voor het comfort en veiligheid van de bedieners.
Voorbereiding van de locatie voor de machine, de beschikbaarheid en parameters van elektrische, pneumatische en ventilatie verbindingen, evenals als de voorbereiding van de specifieke ontwerp en acceptatie eisen, nodig om het gebruik van de machine te vergemakkelijken, is de verantwoordelijkheid van de besteller .
De fabrikant zal de noodzakelijke begeleiding en informatie verschaffen om de besteller hierbij te helpen .
Nadat de machine is afgeleverd op op de aangewezen locatie, moet deze worden uitgepakt en waterpas worden gesteld. De technische conditie moet vervolgens worden gecontroleerd en eventuele schade veroorzaakt tijdens transport, moet worden hersteld.
![]() LET OP: De vloer op die de machine is naar zijn geplaatst moet hebben voldoende structureel sterkte naar ondersteuning de gewicht van de machine en elke trilling gegenereerd door de normaal proces van productie dozen. Het moet ook zijn opgemerkt dat de meerderheid van het gewicht van de machine is geconcentreerd op de voeten.
LET OP: De vloer op die de machine is naar zijn geplaatst moet hebben voldoende structureel sterkte naar ondersteuning de gewicht van de machine en elke trilling gegenereerd door de normaal proces van productie dozen. Het moet ook zijn opgemerkt dat de meerderheid van het gewicht van de machine is geconcentreerd op de voeten.
![]() LET OP: Eenmaal de machine is geëgaliseerd het moet niet zijn bewogen zonder te herhalen de nivelleringsproces.
LET OP: Eenmaal de machine is geëgaliseerd het moet niet zijn bewogen zonder te herhalen de nivelleringsproces.
De meest optimale vloerbedekking is gemaakt van gewoon beton van voldoende diepte en bedekt met een dunne laag van niet-geleidend materiaal.
De fundering waarop de machine wordt geplaatst moet architectonisch in overeenstemming zijn met de bouw normen en veiligheid regels die voldoen aan de eisen van diepte, sterkte en niveau.
De Koper is de enige persoon verantwoordelijk voor de voorbereiding van de basis waarop de machine moet worden geïnstalleerd.
![]() LET OP: Als de montage en opstelling procedures zijn individueel uitgevoerd door de koper, zij moet zijn uitgevoerd te wijten aan naar de instructies inbegrepen in deze service handmatig en/of volgens naar de instructies op door de fabrikant tijdens de technisch acceptatie procedure.
LET OP: Als de montage en opstelling procedures zijn individueel uitgevoerd door de koper, zij moet zijn uitgevoerd te wijten aan naar de instructies inbegrepen in deze service handmatig en/of volgens naar de instructies op door de fabrikant tijdens de technisch acceptatie procedure.
Gebruik de schroeven in de machine voeten om het frame waterpas te stellen. (De zijkanten van de machine body zijn het referentievlak voor waterpas stellen).
![]() LET OP: Na elke veranderen positie de machine, kijk op de kloof tussen de bovenste en lager sleuven messen. Op de gehele lengte van de bovenste sleuven bladen, van de voorkant en terug kant, de kloof mag niet minder dan 0.004 inch.
LET OP: Na elke veranderen positie de machine, kijk op de kloof tussen de bovenste en lager sleuven messen. Op de gehele lengte van de bovenste sleuven bladen, van de voorkant en terug kant, de kloof mag niet minder dan 0.004 inch.
Wanneer de machine waterpas is gezet, dan moeten de werk tafels worden gemonteerd en geplaatst aan de voorkant en achterkant de machine (tafels zijn beschikbaar op vraag). Zodra beide werktafels geleverd zijn, moeten ze worden genivelleerd aan de machine.
Werkomstandigheden
ALGEMENE INFORMATIE
![]() LET OP: Het is de fabrikant aanbeveling, dat de machine moet zijn geïnstalleerd in een industriële omgeving alleen.
LET OP: Het is de fabrikant aanbeveling, dat de machine moet zijn geïnstalleerd in een industriële omgeving alleen.
Zoals geschreven en beschreven in deze technische handleiding, deze machine is ontworpen en vervaardigd om worden gebruikt in een industriële omgeving voor de omzetting van golfkarton vezelplaat in een reeks van dozen xml als zodanig moet deze machine worden gebruikt binnen de gezondheids- en veiligheidsvoorschriften behorende bij de industriële omgeving voor het maken van dozen .
Dit apparaat mag niet worden gebruikt in een potentieel explosieve atmosfeer, in een atmosfeer met een hoog niveau van vervuiling, hoge vochtigheid, hoge temperaturen of in agressieve of corrosieve dampen.
Vanwege de elektronica en sensoren in dit apparaat, moet het worden gebruikt bij temperaturen °C tot +35°C en in een relatieve luchtvochtigheid variërend van 35% tot 85%. Atmosferische vochtigheid condensatie, of alle potentieel agressieve middelen, moeten vermeden worden .
Temperatuurveranderingen binnen de werkomgeving mag niet meer zijn dan 10°C en de relatieve luchtvochtigheid mag niet variëren met meer dan 10%.
![]() LET OP: Als daar zijn belangrijke temperatuur en vochtigheidsverschillen tussen de levering proces en de installatie site, de machine moet zijn opgeslagen en geacclimatiseerd in de site waarbij het is te zijn beheerd voor 24 uren voor opstarten.
LET OP: Als daar zijn belangrijke temperatuur en vochtigheidsverschillen tussen de levering proces en de installatie site, de machine moet zijn opgeslagen en geacclimatiseerd in de site waarbij het is te zijn beheerd voor 24 uren voor opstarten.
VERLICHTING
Het criterium voor het minimum niveau van verlichting geeft aan dat de aanvaardbare verlichting op een horizontaal werkvlak , in ruimten waar personeel aanwezig is gedurende een lange tijd, ongeacht welke visuele taken xml-ph-0030@dee
Wanneer echter, er een graad van visuele moeilijkheid groter is dan gemiddeld, wat resulteert in moeilijkheden bij het werken, de eis heeft betrekking op te zorgen voor hoger kijkcomfort ; dit geldt ook voor 1 waar werknemers meestal mensen ouder dan 40 jaar zijn. Met dit in gedachten moet het niveau van intensiteit in de verlichting dan hoger zijn dan het minimaal toegestane niveau van 500 lx.
5.4.3. GELUID
Het apparaat is de bron van het geluid intensiteit boven 85dB waarvoor gebruik van plant beschermingspersoneel vereist is.
 Gehoorbescherming moet versleten in deze gebied!
Gehoorbescherming moet versleten in deze gebied!
Wij merken op dat alle omgevingen hun eigen geluidsemissies hebben, die een effectieve invloed kunnen hebben op de niveaus van geluid dat door de machine tijdens bedrijf wordt geproduceerd, vooral in verschillende technologische systemen.
Parameters voeding
ELEKTRISCH LEVERING
De machine moet aangesloten zijn op een voeding voeding van 3 x 480 VAC; 50/60 Hz; (3P+N+PE), uitgerust met overstroombeveiliging .
De installatie van de koper moet schokbescherming bieden overeenkomstig met PN-EN 60204-1:2018-12.
PERSLUCHT SYSTEEM
De machine gebruikt lucht druk variërend van 6-8bar / 85-110 psi.
De gefilterde onzuiverheden zijn minder dan 20 µm, tot voldoen aan ISO8573-1 4-4-4 normen.
6.0 Bediening van de machine
Ervan uitgaande dat aan alle voorwaarden voor de installatie en werkzaamheden beschreven in het vorige hoofdstuk is voldaan en met succes is uitgevoerd, kunnen de voorbereidingen beginnen voor de eerste inbedrijfstelling van de machine, in productieomstandigheden op de fabriek van de Verdragsluitende Partij.
Ervan uitgaande dat aan alle voorwaarden voor de installatie en werkzaamheden beschreven in het vorige hoofdstuk is voldaan en met succes is uitgevoerd, kunnen de voorbereidingen beginnen voor de eerste inbedrijfstelling van de machine, in productieomstandigheden op de fabriek van de Verdragsluitende Partij.
![]() LET OP: In eerste instantie, de machine moet zijn begonnen op onder toezicht van de fabrikant agenten.
LET OP: In eerste instantie, de machine moet zijn begonnen op onder toezicht van de fabrikant agenten.
De Service Voorwaarden moeten gelezen en begrepen worden voordat de machine in gebruik neemt.
SERVICE VOORWAARDEN - ALGEMEEN RICHTSNOEREN EN PROCEDURES
Om een correcte werking van de machine te garanderen, moeten alle aanpassingen en instellingen worden uitgevoerd door de opgeleide technici van de fabrikant, nadat de machine is gemonteerd en geïnstalleerd en de procedures voor de eerste inbedrijfstelling zijn uitgevoerd. Gegolfd materiaal voor het testen van de machine moet beschikbaar worden gesteld door de Koper.
Vóór het gebruik van de machine, die is, vóór de de eerste inbedrijfstelling, heeft de Verdragsluitende Partij de absolute verplichting om die werknemers op te leiden die zijn toekomstige bedieners zullen zijn. Bovendien, wegens de verschillende werkcycli uitgevoerd door onze machines, in verschillende industriële omgevingen, heeft de Ontvanger de absolute verplichting om een duidelijke en transparante werkplek instructie handleiding te creëren voor het apparaat, aangepast aan zijn eigen productiecycli .
![]() ONDER GEEN OMSTANDIGHEDEN moet de machine zijn bediend door ongekwalificeerd personeel. De machine exploitanten moet bekend zijn met de beroeps gezondheid en veiligheid regels, met de focus op geven speciaal overweging naar de risico gemaakt door deze machine te gebruiken.
ONDER GEEN OMSTANDIGHEDEN moet de machine zijn bediend door ongekwalificeerd personeel. De machine exploitanten moet bekend zijn met de beroeps gezondheid en veiligheid regels, met de focus op geven speciaal overweging naar de risico gemaakt door deze machine te gebruiken.
 LET OP: De Ontvanger, of a persoon geautoriseerd door hem/haar op de basis van deze werking instructies en de kenmerken van zijn/haar eigen productie technologie, heeft de absoluut verplichting naar compileren a MACHINE-BASED HANDLEIDING voor de werknemers.
LET OP: De Ontvanger, of a persoon geautoriseerd door hem/haar op de basis van deze werking instructies en de kenmerken van zijn/haar eigen productie technologie, heeft de absoluut verplichting naar compileren a MACHINE-BASED HANDLEIDING voor de werknemers.
 IT IS DRINGEND AANBEVOLEN naar instrueer elke persoon toegewezen naar werk met, of in de buurt, deze machine niet alleen in de bediening van de machine maar ook in de beroeps gezondheid en veiligheid regels in verband met de werking de machine.
IT IS DRINGEND AANBEVOLEN naar instrueer elke persoon toegewezen naar werk met, of in de buurt, deze machine niet alleen in de bediening van de machine maar ook in de beroeps gezondheid en veiligheid regels in verband met de werking de machine.
 De instelling en controleren procedure, geïmplementeerd voorafgaand met behulp van deze machine, moet alleen zijn uitgevoerd door getraind en geautoriseerd personeel.
De instelling en controleren procedure, geïmplementeerd voorafgaand met behulp van deze machine, moet alleen zijn uitgevoerd door getraind en geautoriseerd personeel.
VOOR GEBRUIKEN DE MACHINE IT IS TEN STERKSTE AANBEVOLEN OM TE CONTROLEREN DE VOLGENS:
- de effectiviteit van bescherming tegen elektrische schokken;
- de voedingsspanning ;
- waarde en fase naleving;
- de noodknoppen (veiligheidsschakelaars - NOODSTOP ) indien nodig, ontgrendelen door rechtsom te draaien;
- de magnetische veiligheidssensoren van de afdekkingen en zijruiten ;
- de veiligheidssloten zijn, in inderdaad, vergrendeld;
![]() LET OP: Elke onderhoud werk of veranderen van gereedschap enz., dat vereist de machine te bedienen met hoezen open, moeten alleen zijn gedragen uit door getraind en bekwaam personeel en moet zijn ingevuld als snel als mogelijk voor de dekt zijn gesloten en volledig veiligheid status is hersteld.
LET OP: Elke onderhoud werk of veranderen van gereedschap enz., dat vereist de machine te bedienen met hoezen open, moeten alleen zijn gedragen uit door getraind en bekwaam personeel en moet zijn ingevuld als snel als mogelijk voor de dekt zijn gesloten en volledig veiligheid status is hersteld.
![]() LET OP: Alle schakel dozen, dekt en bewakers moet worden gesloten voordat proberen te gebruiken de machine en moet tijdens het gebruik gesloten blijven.
LET OP: Alle schakel dozen, dekt en bewakers moet worden gesloten voordat proberen te gebruiken de machine en moet tijdens het gebruik gesloten blijven.
Het is ten strengste verboden de machine te bedienen met een veiligheids- schakelaar of andere veiligheids- inrichtingen versleten of gewijzigd op enigerlei wijze . Al deze inrichtingen zijn aangebracht om de veiligheid van de bediener en ander personeel te beschermen. Het wordt aanbevolen dat alle dergelijke inrichtingen worden gecontroleerd en getest regelmatig om te bevestigen dat ze zijn een
Elke bediener van de machine moet vertrouwd gemaakt worden met alle de veiligheidsvoorzieningen en apparaten die bij deze machine horen.
 IT IS STRICTLY VERBODEN naar verwijderen elke dekt of bewakers terwijl de machine is in bedrijf.
IT IS STRICTLY VERBODEN naar verwijderen elke dekt of bewakers terwijl de machine is in bedrijf.
 IT IS DRINGEND AANBEVOLEN NAAR bijvoegen en sluiten ALLE dekt en bewakers ontworpen voor de machine.
IT IS DRINGEND AANBEVOLEN NAAR bijvoegen en sluiten ALLE dekt en bewakers ontworpen voor de machine.
In het gebied rond de machine, en tot tot 1,5m, moeten alle obstakels worden verwijderd en het gebied moet schoon en voldoende verlicht zijn. Bijzondere zorg moet worden betracht wanneer Heftrucks Trucks worden om te halen en om xml-ph te verwijderen.
De ruimte in de nabijheid tot de machine moet schoon zijn en ontdaan van verontreinigingen zoals olie, stof en vuil om om om het minimum het risico van een slip, xml-ph-0031@deepl.inte te verminderen
 LET OP: Wanneer de machine is in operatie de gebied rondom de machine moet niet zijn geblokkeerd als het mei een slip, struikelen of vallen.
LET OP: Wanneer de machine is in operatie de gebied rondom de machine moet niet zijn geblokkeerd als het mei een slip, struikelen of vallen.
 ONDER GEEN OMSTANDIGHEDEN moet elke olie, oplosmiddelen of andere bijtend of giftig vloeistoffen zijn uitgestort in de sluiten omgeving naar de machine.
ONDER GEEN OMSTANDIGHEDEN moet elke olie, oplosmiddelen of andere bijtend of giftig vloeistoffen zijn uitgestort in de sluiten omgeving naar de machine.
 IT IS TEN BLIJKE BEVOEGD naar blijf de vloer rond de machine schoon en duidelijk.
IT IS TEN BLIJKE BEVOEGD naar blijf de vloer rond de machine schoon en duidelijk.
De machine bedieningen, indicators, flexibele geleiders, buizen of assen mogen niet gebruikt worden als handgrepen. Elke onbedoelde verplaatsing van deze machine onderdelen kan leiden tot onbedoelde en onbedoelde activering of wijzigingen aan de machine werkparameters en, in extreme situaties, kan leiden tot de machine storing of defect.
 IT IS ESSENTIEEL dat elke ongeval met de operator, of een machine mislukking, moet zijn onmiddellijk meldt naar het management.
IT IS ESSENTIEEL dat elke ongeval met de operator, of een machine mislukking, moet zijn onmiddellijk meldt naar het management.
De gekwalificeerde bedieners van de machine moeten uitgerust zijn met de normale werkkleding , beschermende handschoenen en antislip, veiligheids schoeisel.
Aangezien de fundamentele risico's voor de bedieners van de machine zijn, het bewegen van rollen, wielen en assen, mag de machine niet bediend worden door personeel dat losse kleding of lang en los haar draagt.
 IT IS ESSENTIEEL naar draag de geschikt werken kleding reducerend naar de minimum de mogelijkheid van zijn gesnapt of getrokken in de machine.
IT IS ESSENTIEEL naar draag de geschikt werken kleding reducerend naar de minimum de mogelijkheid van zijn gesnapt of getrokken in de machine.
 IT IS ESSENTIEEL naar draag beschermend handschoenen terwijl werking de machine en karton verwerken.
IT IS ESSENTIEEL naar draag beschermend handschoenen terwijl werking de machine en karton verwerken.
 HET IS ESSENTIEEL voor draag Antislip werkschoeisel.
HET IS ESSENTIEEL voor draag Antislip werkschoeisel.
Gehoorbescherming moet worden gedragen worden in dit gebied!
 HET IS ESSENTIEEL voor beveilig de operator haar in dergelijke a weg om naar de minimum de risico van zijn gesnapt of getrokken in de machine.
HET IS ESSENTIEEL voor beveilig de operator haar in dergelijke a weg om naar de minimum de risico van zijn gesnapt of getrokken in de machine.
Bedieningselementen en indicatoren beschikbaar voor operator
In de gepresenteerde machine , zijn alle hanterende elementen geplaatst direct op zijn constructie lichaam, of op de bedieningspaneel. Alvorens de machine te gebruiken, moet al het personeel dat de machine bedient, zich vertrouwd maken met de plaats van deze elementen en de functies die ze bedienen.
De handling en controle elementen van de machine die beschikbaar zijn voor de bediener omvatten:



Fig.5. Hoofdschakelaar Afb.6. Afb. 7 COMPRESSED AIR TERMINAL
- HOOFDSCHAKELAAR - de schakelaar geïnstalleerd op de schakelkast deuren (Fig.5 ), is ontworpen om te schakelen de elektrische voeding aan en uit. Wanneer het is gedraaid naar de 1 positie het betekent dat de machine is AAN, wanneer het is gedraaid naar de 0 positie, xml-ph-0031@deepl.inte
- HMI-paneel - een aanraakgevoelig scherm op het bedieningspaneel (Afb.6), ontworpen om de machine te programmeren en te bedienen.
- START - Als deze groene knop brandt, geeft dit aan dat de machine klaar is om te werken (Afb.6).
- RESET - een blauwe knop gebruikt om de besturing opnieuw te starten en het veiligheidssysteem van de machine en alarmen na een fout (Fig.6).
- NOODSTOP STOP - een knop met paddestoelvormige kop voor de onmiddellijke uitschakeling van de gehele machine, in het geval van een storing of ongeval. De knoppen bevinden zich op het bedieningspaneel (Fig.6) en om xml-ph-0030@deepl.inte
-
Persluchtaansluiting (Fig.7);
-
De handbediende persluchtafsluiter (om de klep te openen - draai hem naar links en zet hem in de AAN-stand; een draai naar rechts - de UIT-stand - de klep is gesloten);
Positionering van de rechter geleider en invoeraanslagen
AANPASSEN DE POSITIE VAN DE RECHTS BEGRENZER EN DE INVOER BUMPERS
![]() LET OP! Regeling moet zijn uitgevoerd na selectie van stijl, binnengaan de karton afmetingen en automatisch instelling van links gids.
LET OP! Regeling moet zijn uitgevoerd na selectie van stijl, binnengaan de karton afmetingen en automatisch instelling van links gids.
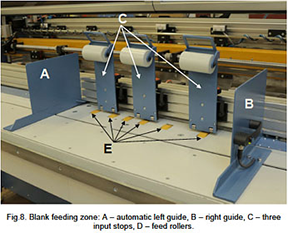




- Plaats de lege op de tabel
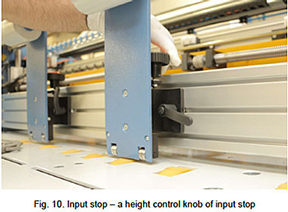
- Maak de handgrepen van de invoerstops ongedaan (Afb.9).
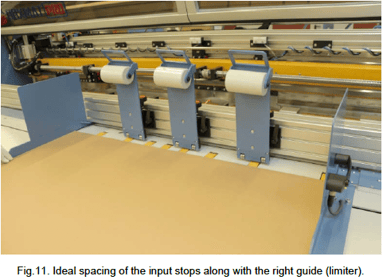
- Til de invoerstops voorzichtig op en schuif er twee uit elkaar naar de uiteinden van de printplaat en plaats de derde in het midden over de rol (Fig.11).
- Draai omhoog de oranje hendels van de ingang stopt (Afb.9).
- Stel met de knop (Fig. 10) de opening onder elke stootrand zo in dat er één doos in kan; zorg er echter voor dat er geen twee dozen in kunnen (Fig.12).
- Stel de rechter aanslag in met behulp van de handgreep (Fig.13) zodat deze bijna tegen de mat aanligt; laat 1/16" speling over zodat de matten niet vastlopen tussen de aanslagen (Fig.14).
Aansluiting op een voedingsbron
- Controleer de omgeving rondom de machine. De machine is ontworpen om te werken in een schone en nette omgeving zonder afval of obstakels die nadelig zouden kunnen beïnvloeden op zijn regelmatige werkzaamheden .
- Bereid de gegolfde vormstukken voor, klaar voor productie.
- Indien vereist door de productiecyclus verstrekt door de gebruiker, plaats containers voor afval en kant-en-klare dozen in een geschikte plaats, in de buurt van de machine.
- Controleer of alle afdekkingen en bewakers op plaats zijn en dat alle deuren zijn gesloten - het is ten strengste verboden om werkzaamheden uit te voeren met open afdekkingen of ontbrekende bewakers als dit zal de xml-ph activeren
- Controleer of de NOODSTOP-drukknop op het bedieningspaneel in de juiste stand staat. Draai de paddestoelknop met de klok mee om hem te resetten.
- Sluit de elektrische voeding aan op de machine (steek de stekker in het stopcontact en/of schakel in) en het persluchtsysteem door de luchtslang aan te sluiten op de terminal en de compressor in te schakelen.
- Controleer of de pneumatische toevoer tussen 85psi/6bar en 110psi/8bar is.
- Zet de HOOFDSCHAKELAAR in de zijbehuizing van de machine in stand 1 / AAN .
- Als gevolg van de standaardprocedure wanneer de machine wordt ingeschakeld, moet er een foutmelding zoals ALARM: NOT READY; EMERGENCY STOP op het touchscreen van de HMI. Druk op de START-knop om de machine in beweging te zetten. Hierdoor worden de alarmsystemen getest en de aandrijvingen in werking gesteld. Als de START-knop groen knippert, betekent dit dat de machine in de stand-bymodus gaat en klaar is voor gebruik.
- Wanneer de TEST-toets wordt weergegeven op het aanraakgevoelige displaypaneel, drukt u erop en als gevolg daarvan zullen de rollen die karton transporteren een rotatietest ondergaan, samen met een mes dat een neerwaartse/opwaartse bewegingstest moet uitvoeren (procedures duren ongeveer 5 seconden).
- Als alle procedures succesvol zijn afgerond, is de machine klaar voor gebruik - het hoofdvenster moet worden weergegeven op het HMI-paneel.
![]() LET OP: Dekt moet altijd zijn gesloten of de machine niet werken.
LET OP: Dekt moet altijd zijn gesloten of de machine niet werken.
![]() LET OP: de NOODGEVALLEN STOP knop is ontworpen te zijn ingedrukt op elke tijd vooral wanneer een noodgevallen uitschakeling is onmiddellijk nodig.
LET OP: de NOODGEVALLEN STOP knop is ontworpen te zijn ingedrukt op elke tijd vooral wanneer een noodgevallen uitschakeling is onmiddellijk nodig.
![]() LET OP! In geval de fout bericht kan nog steeds zijn gezien op de weergave na druk op de START knop, Ga naar naar ALARMEN, FOUT BERICHTEN en FOUTEN getoond in de technische documentatie.
LET OP! In geval de fout bericht kan nog steeds zijn gezien op de weergave na druk op de START knop, Ga naar naar ALARMEN, FOUT BERICHTEN en FOUTEN getoond in de technische documentatie.
Ontkoppeling
De volgende uitschakelprocedure moet altijd worden uitgevoerd wanneer de productie is voltooid :
- Draai dehoofdschakelaar naar de stand 0-UIT - dit betekent dat de machine uitgeschakeld is.
- Maak de werkomgeving rond de machine leeg.
- Als de machine wordt voor een langere periode wordt uitgeschakeld - d.w.z. het weekend - De elektrische voeding en de perslucht moeten worden losgekoppeld.
7.0 Beschrijving van het scherm van het HMI-paneel
Home - Keuze van doosontwerp
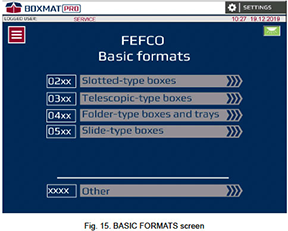
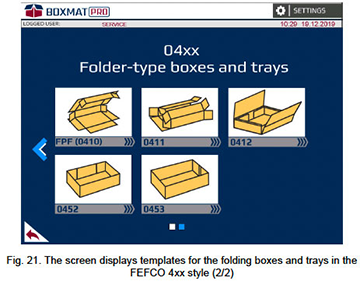
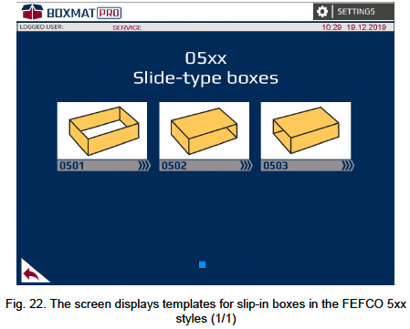
Op het hoofdscherm , zijn de basisformaten van de FEFCO stijlen beschikbaar. Selecteer eerst de stijl of selecteer 'Other' als een Free Style box wil ontwerpen.
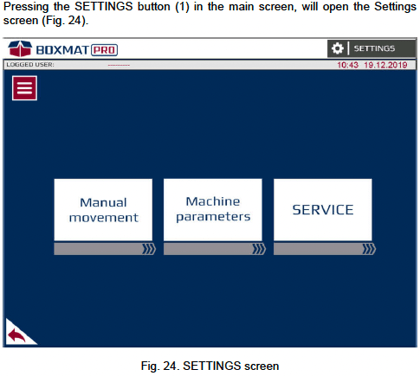
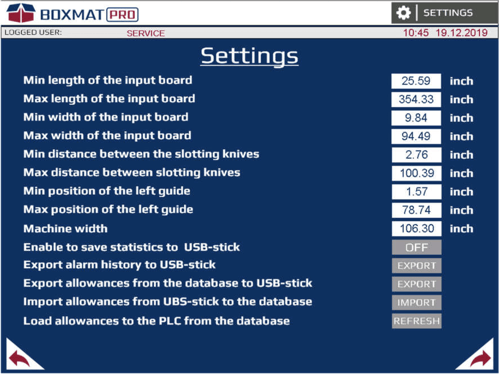
- INSTELLINGEN - de knop opent een INSTELLINGEN scherm (pagina 51). Op dit scherm, kunnen drie verdere schermen worden geselecteerd:
- Handmatig Beweging - opties beschikbaar op de Handmatig Bewegingsschermen waarmee alle bewegende onderdelen, beschikbaar in de machine, handmatig kunnen worden bewogen.
- Service - opties beschikbaar in de Service schermen bevatten statistische informatie over de werking van de machine en geavanceerde parameters van de werking van de machine.
-
MENU - de knop opent een scherm met de volgende functies: INLOGGEN, RECIPES, STATISTIEK en TAALinstellingen.
-
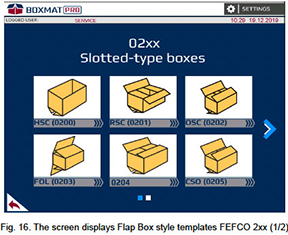
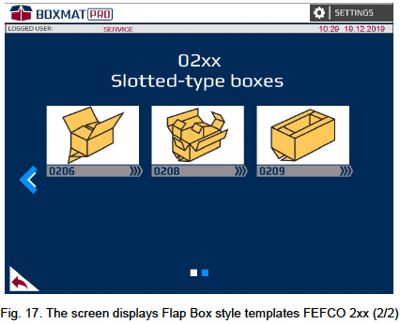
SLOTTED-TYPE BOXES (klepdozen) - de knop opent een scherm met sjablonen voor klepdozen in FEFCO-stijlen (Afb. 16, Afb. 17).
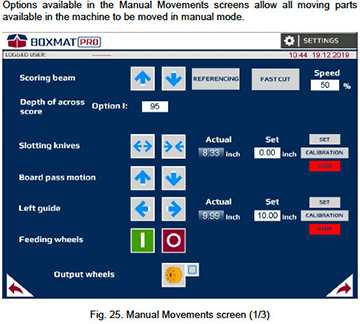
 beweegt de scorebalk omhoog
beweegt de scorebalk omhoog verplaatst de scorebalk naar beneden;
verplaatst de scorebalk naar beneden;
 Als de knop Pijl omhoog geel oplicht, geeft dit aan dat de balk voor het sorteren/sleuven in de bovenste stand staat, klaar om te starten.
Als de knop Pijl omhoog geel oplicht, geeft dit aan dat de balk voor het sorteren/sleuven in de bovenste stand staat, klaar om te starten.
14. REFERENTIE - de knop zet de scoringsbalk met gleufmessen in de bovenste positie om te starten.
15. SNEL CUT - de knop start een volledig cyclus van de scoren/sleuven maken straal op instelsnelheid- waarde 0% - zonder te scoren tussen de sleuven;
- waarde 100% - max scoren diepte tussen de sleuven;
17.  deze knoppen veranderen de positie van de sleuven messen. Druk op en vasthouden naar bewegen:
deze knoppen veranderen de positie van de sleuven messen. Druk op en vasthouden naar bewegen:
 de sleuven messen verplaatsen langzaam uit elkaar.
de sleuven messen verplaatsen langzaam uit elkaar. de sleuven messen verplaatsen langzaam dichterbij.
de sleuven messen verplaatsen langzaam dichterbij.
De positie van de gleufmessen wordt gemeten als de afstand tussen de punt van het linkermes en de punt van het rechtermes. De messen bewegen gelijkmatig naar of weg van het midden van de machine. De afstand tussen de messen kan variëren van 2 1/2" tot 78 1/2".
Als een van de knoppen een gele pijl weergeeft, geeft dit aan dat de gleufmessen zo ver mogelijk zijn gegaan.
18. Actueel - het veld toont de huidige afstand tussen de insteekmessen .
19. Stel in veld - voer de afstand in waarop de sleuven messen moeten uit elkaar staan.
20. Instellen knop - start de sleuven messen' beweging naar een positie zoals ingevoerd in het veld instellen (19).
21. Kalibratieknop - opent een venster om in te voeren de werkelijke meting tussen de messen. Deze zal het 'Werkelijke' veld bijwerken.
Het kalibratievenster kan alleen worden geopend na het invoeren van wachtwoord 7415
22. STOP - de knop stopt sleuven messen beweging
23. Bestuur Pas Beweging ![]() Druk op en houd naar verplaatsen de golfkarton plaat in of uit van de machine. Druk op
Druk op en houd naar verplaatsen de golfkarton plaat in of uit van de machine. Druk op ![]() voorwaarts en
voorwaarts en ![]() voor achteruit.
voor achteruit.
24. Board Gids ![]() Druk op en houd deze knoppen naar veranderen de positie van de links, automatisch, raad gids.
Druk op en houd deze knoppen naar veranderen de positie van de links, automatisch, raad gids.
De positie van de linker geleider wordt gemeten als de afstand van de binnenwand van de geleider tot het midden van de machine. Het is mogelijk om de geleider in te stellen binnen het bereik van 1 3/4" tot 47".
Als een van de knoppen een gele pijl weergeeft, betekent dit dat de linker geleider in de uiterste stand staat.
25. Actuele positie - het veld toont de actuele positie van het bord gids.
26. Stel - het veld in welke het is mogelijk naar voer de positie in welke de links bord gids is te instellen.
27. Stel in - deze knop verplaatst de linker gids naar de positie in het 'Stel in' veld. (26).
28. Kalibratieknop - opent een venster om in te voeren de werkelijke afstand van het midden van de machine tot de linker geleider. Hierdoor wordt 1 het veld 'Werkelijk' (25) bijgewerkt.
Het kalibratievenster kan alleen worden geopend na het invoeren van wachtwoord 7415.
29. STOP - de knop stopt de linker gidsbeweging
30. Voeding Rolls: ![]() - deze knoppen zijn tweedehands naar start of stop het voer rollen.
- deze knoppen zijn tweedehands naar start of stop het voer rollen.
31. ![]() deze knop keert terug naar het vorige scherm (Fig. 24).
deze knop keert terug naar het vorige scherm (Fig. 24).
32. ![]() deze knop leidt naar de volgend scherm (Afb.26).
deze knop leidt naar de volgend scherm (Afb.26).
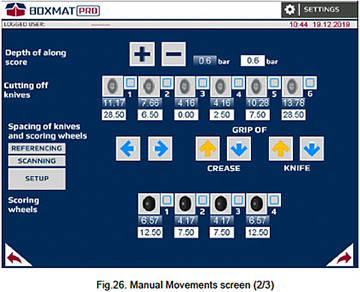
33. + - deze knoppen veranderen de diepte van de scores langs de box door de druk aan te passen op de rollen. Door de knop in te drukken, verandert de druk instelling met 0,1 bar.:
- + stijgt de druk;
- - vermindert de druk.
De druk kan worden ingesteld tussen 0 en 3 bar.
De druk kan nooit een waarde bereiken die groter is dan de toevoerdruk naar de machine.
34. Het veld toont de werkelijke druk uitgeoefend op de scorende wielen.
35. Het veld toont de ingestelde druk toegepast op de scorende wielen. In dit veld, is het mogelijk om de druk waarde in te voeren. Door op de knop Enter op het toetsenbord in te drukken, wordt de druk bijgewerkt.
36. Langs snijden uit messen - Deze grafische Toon de actief in de lengte afsnijden messen (bijsnijden tot breedte). Druk op op de foto zal lift of lager de bijbehorende mes. verlagen van het mes is aangegeven door a groen "tik" ![]() .
.
De machine is geschikt voor 4, 6 of 8 messen. Het maximum aantal gebruikte messen hangt af van eventuele extra opties van de machine.
37. De velden geven de actuele positie van elk roterend mes in de lengterichting weer.
De positie van elk lengtesnijmes wordt gemeten als de afstand van het mes tot het midden van de machine. Het is mogelijk om de messen in te stellen binnen een bereik van 1 3/4" tot 47".
38. Velden die de vooraf bepaalde positie van elk lengtemes weergeven. In deze velden kan de positie worden ingevoerd waarop elk mes vanuit het midden moet worden ingesteld.
De messen moeten in dezelfde volgorde worden geplaatst als in de afbeeldingen, anders verschijnt de melding "NOT POSSIBLE TO SET UP ALONG KNIVES [KNIFE NUMBER ]".
Afstand van messen en scoren wielen ![]() deze knoppen veranderen de positie van de gereedschapshouder, dat wil zeggen, de scoren wielen en de longitudinaal messen:
deze knoppen veranderen de positie van de gereedschapshouder, dat wil zeggen, de scoren wielen en de longitudinaal messen:
 verhuist de houder naar de links;
verhuist de houder naar de links; verhuist de grijper naar rechts.
verhuist de grijper naar rechts.
![]() deze knoppen slot of vrijgave de scoren wielen grijperpen:
deze knoppen slot of vrijgave de scoren wielen grijperpen:
 ontgrendelt de grijper speld;
ontgrendelt de grijper speld; sloten de grijper speld.
sloten de grijper speld.
Een gele pijl geeft de positie van de pin aan ![]() pin vergrendeld,
pin vergrendeld, ![]() pin ontgrendeld.
pin ontgrendeld.
41. ![]() deze knoppen slot of vrijgeven de longitudinale messen grijper speld:
deze knoppen slot of vrijgeven de longitudinale messen grijper speld:
- ontgrendelt de grijper speld;
- sloten de grijper speld.
42. REFERENCEREN - deze knop verplaatst de gereedschapshouder naar zijn beginpositie .
Wanneer REFERENTIE procedure is actief achtergrondverlichting van de drukknop is op.
43. SCANNING - deze knop verplaatst de scanner (gereedschap houder) over de gereedschappen om hun werkelijke posities te bepalen en om hun hoeveelheden te controleren.
Wanneer SCANNING procedure is actief achtergrondverlichting van de druk op knop is op.
44. SETUP - deze knop verplaatst de langssnijders messen en scorewielen naar hun vooringestelde posities zoals ingevoerd in de setup velden.
Wanneer SETUP procedure is actief achtergrondverlichting van de druk op knop is op.
45. Grafisch tekeningen die vertegenwoordigt actief scoren wielen. Druk op op de grafisch tekening tilt of verlaagt de overeenkomstig scoren wielen. verlagen de wals is aangegeven door a groen "tik" ![]()
De machine kan Geschikt voor 4, 6 of 8 scorewielen.
46. De velden tonen de huidige positie van elk scorend wiel.
De positie van de scorewiel is gemeten als de afstand van de apex van de rol of de midden van de rol wanneer daar zijn twee pennen - naar de midden van de machine. Het is mogelijk naar stel in de rolt binnen de bereik 1" tot 47”.
47. Deze velden geven de vooraf bepaalde positie van elk scorend wiel weer. In deze velden, is het mogelijk de positie in te voeren waarop elke rol moet worden ingesteld.
De rollen moet zijn verdeeld in de dezelfde bestel als gepresenteerd in de afbeeldingen, anders de bericht "Onjuist gegevens voor de scores" zullen weergegeven.
48. ![]() - deze knop keert terug naar de vorige scherm (Fig. 25).
- deze knop keert terug naar de vorige scherm (Fig. 25).
49. ![]() - deze knop leidt naar de volgende scherm (Afb.27).
- deze knop leidt naar de volgende scherm (Afb.27).

Fig.27. Scherm Handmatige Bewegingen (3/3)
51. De grafisch toont de transversaal snijden mes. Druk op op de foto zal lift of lager de mes. De verlaging van van het mes is aangegeven door a groen "tik" ![]() .
.
52. REFERENCING - deze knop beweegt de over mes naar de home positie.
Wanneer REFERENTIE procedure is actief achtergrondverlichting van de drukknop is op.
53. Uitgang Wielen - De grafisch toont de niet-kras rol. Druk op op het beeld tilt of verlaagt alle de verlaat rollen. verlagen de rollen is gesignaleerd door een groene "vink" ![]() .
.
54. De afbeelding toont twee de lijmkop. Door op op de afbeelding te drukken, opent de lijmkop (optie).
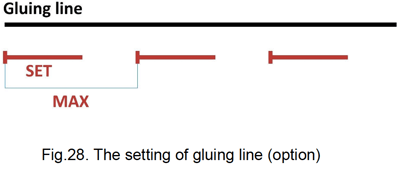
55. Lijmen lijn 1 - instellen - openen tijd van de lijmen hoofd voor de lijmen lijn 1 (Afb.28) (optie).
56. Lijmen lijn 1 - MAX - Cyclus tijd van de lijmen kop voor de lijmen lijn 1 (Afb.28) (optie).
57. Lijmen lijn 2 - instellen - openen tijd van de lijmen hoofd voor de lijmen lijn 2 (Afb.28) (optie).
58. Lijmen lijn 2 - MAX - Cyclus tijd van de lijmen kop voor de lijmen lijn 2 (Afb.28) (optie).
59. Verplaats de printer module 1 (optie):
 lift omhoog/omlaag de printermodule 1
lift omhoog/omlaag de printermodule 1 of
of  geeft aan de positie van printer module 1 Verplaats de printer module 2 (optie):
geeft aan de positie van printer module 1 Verplaats de printer module 2 (optie):
Verplaats de printer module 2 (optie):
- lift omhoog/omlaag de printermodule 2
- of geeft aan de positie van printer module 2
 - deze knop keert terug naar de vorige scherm (Afb.26).
- deze knop keert terug naar de vorige scherm (Afb.26).
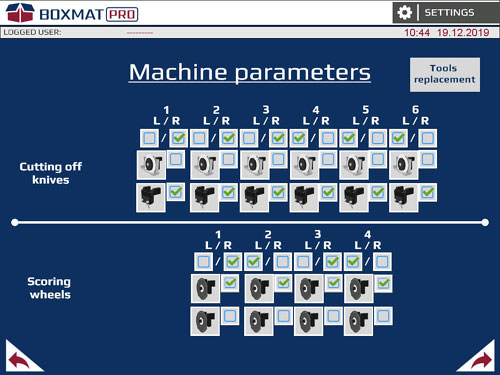
Machineparameters Schermen
De opties die beschikbaar zijn in de schermen Machine Parameters zijn basis machine-instellingen zoals machine gereedschap posities, snelheid van individuele subassemblies enzovoort .
Afb. 29. Het scherm Machine Parameters (1/5)
62. Grafische tonen actieve, langs snijdende messen. Door te drukken op op het grafische element verandert de oriëntatie van het corresponderende mes:
- a groen "tik"
 geeft aan dat de mes oriëntatie is naar de links of rechts van de bevestiging als bekeken van de voorkant van de machine (Fig. 30- A,B).
geeft aan dat de mes oriëntatie is naar de links of rechts van de bevestiging als bekeken van de voorkant van de machine (Fig. 30- A,B).
Als de operator wijzigingen de positie van a gereedschap, D.w.z. van de links kant naar de rechts, dan deze veranderen MOET zijn ingevoerd in de machine parameters.
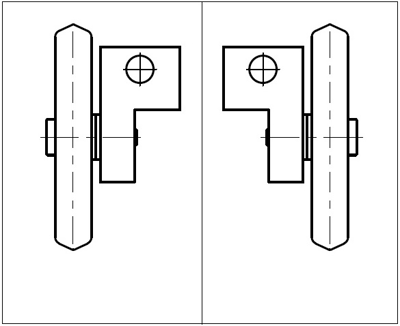
Afb. 30. Een voorbeeld van gereedschap oriëntatie op de basis van scoren wielen: A - links van de bevestiging gezien vanaf de voorzijde van de machine, B - rechts van de bevestiging gezien vanaf de voorzijde van de machine.
63. Roterende messen / scheermes mes messen - Deze parameter beschrijft het type van messen gemonteerd op de machine
De operator moet altijd ga naar deze veranderen in de parameter als de machine messen hebben zijn geweest veranderd van een type naar de andere.
64. Graphics die actieve scorewielen voorstellen. Door op te drukken op verandert de grafische afbeelding de oriëntatie van de corresponderende rol :
- een groen "vinkje" geeft aan dat de rol is naar de links of rechts van de bevestiging wanneer bekeken vanaf de voorkant van de machine (Fig. 30 - A,B).
De operator moet altijd ga naar deze veranderen in de parameter als de machine scorewielen hebben zijn geweest veranderd van een kant naar de andere.
65. Scoorwielen type 1 / type 2 - Deze parameter beschrijft het type van de scoorwielen gemonteerd op de machine.
De operator moet altijd ga naar deze veranderen in de parameter als de machine scorewielen hebben zijn geweest veranderd van een type naar de andere.
66. ![]() - deze knop geeft terug. naar de vorige (Afb. 24).
- deze knop geeft terug. naar de vorige (Afb. 24).
67. ![]() - dit knop leidt naar de volgende scherm (Fig. 31).
- dit knop leidt naar de volgende scherm (Fig. 31).
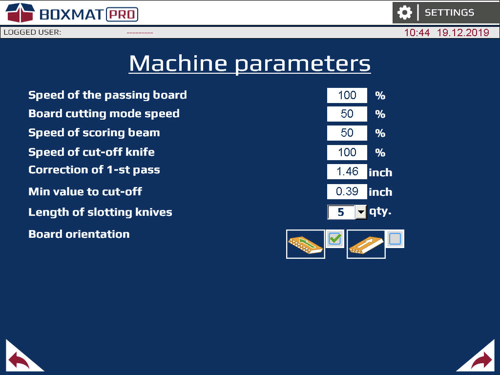
68. Snelheid van het passerende bord - snelheid van het bord in de FEFCO of Free Style cyclus.
69. Bordsnijmodus snelheid - snelheid van de plank in plank snijmodus
70. Snelheid van scoringsbalk - snelheid van de sleuven/scoren balk in de cyclus
71. Snelheid van het afbreekmes - snelheid van de over snijmes in de cyclus
72. C orrectie van de 1e doorgang - deze parameter zal invloed hebben op de lengte van het eerste paneel van een box. Als enig onderhoud heeft plaatsgevonden , kan het zijn dat deze parameter moet worden gewijzigd .
73. Min. af te snijden waarde - stel de min. waarde tot zijn af te snijden door de lengte van oversized blanco
74. Lengte van de sleufmessen - aantal van sleufmessen messen gemonteerd op de machine voor elke zijde
75. Boardoriëntatie - snelle of gladde board passeren in cyclus
76. ![]() - deze knop geeft terug. naar de vorige (Afb. 29).
- deze knop geeft terug. naar de vorige (Afb. 29).
77. ![]() - deze knop leidt naar de volgende scherm (Fig. 32).
- deze knop leidt naar de volgende scherm (Fig. 32).
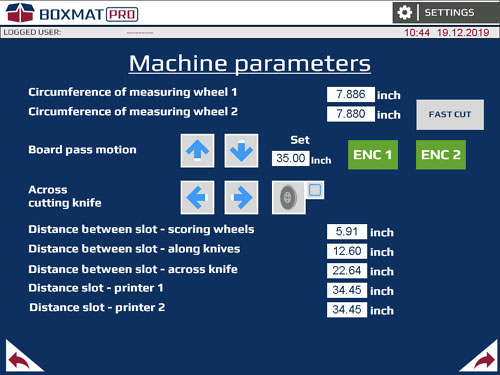
Afb. 32. Het scherm 'Machine Parameters' (3/5)
78. Omtrek van meetwiel 1 en 2 - de exacte omtrek van de meetwielen .
79. Board Pass Motie ![]() Druk op en houd naar verplaatsen de golfkarton plaat in of uit van de machine. Druk op
Druk op en houd naar verplaatsen de golfkarton plaat in of uit van de machine. Druk op ![]() voorwaarts en
voorwaarts en ![]() voor achteruit.
voor achteruit.
80. Stel in - de afstand die het bord zal afleggen na het indrukken van de toetsen Encoder 1 of Encoder 2, gemeten door meetwiel 1 of 2.
81. Encoder 1 - de knop start doorgang van de printplaat voor encoder 1.
De knop moet worden ingeschakeld wanneer de bevindt zich onder encoder 1.
82. Encoder 2 - de knop start doorgang van de printplaat voor encoder 2.
De knop moet ingeschakeld zijn als het bord onder encoder 2 staat.
83. ![]() de knoppen voor de handleiding operatie van de over mes:
de knoppen voor de handleiding operatie van de over mes:
- verhuist de mes naar links;
- verhuist de mes naar rechts.
84. De grafisch toont de overkant snijden mes. Persen op de foto zal lift of lager de mes. De verlaging van van de mes is aangegeven door a groene "teek" ![]() .
.
85. Afstand sleuf-lang scores - de afstand van de midden van de scoren balk naar het midden van de scoren wielen.
86. Afstand tussen sleuf - langs messen - de afstand van het midden van de scoring balk naar het roterende mes.
87. De afstand tussen sleuf - dwars op mes - de afstand van het midden van de scoring balk tot het dwarsmes.
88. Afstand sleuf - printer 1 - de afstand van de midden van de scoren straal naar de printer module 1.
89. Afstand sleuf - printer 2 - de afstand van de midden van de scoren straal naar de printer module 2.
90. ![]() - deze knop geeft terug. naar de vorige scherm (Afb. 31).
- deze knop geeft terug. naar de vorige scherm (Afb. 31).
91. ![]() - deze knop leidt naar de volgende scherm (Fig. 33).
- deze knop leidt naar de volgende scherm (Fig. 33).
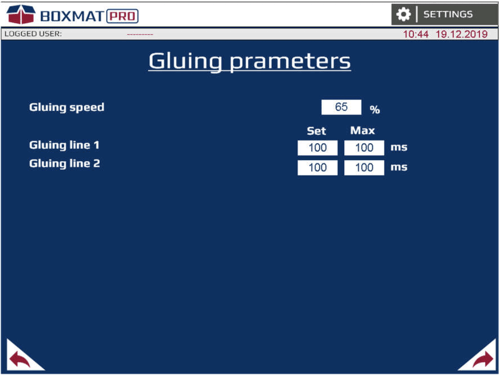
Afb. 33. Het scherm Machine Parameters (4/5) (optie)
92. Lijmsnelheid - Snelheid van de lijmkop tijdens lijmmodus (optie).
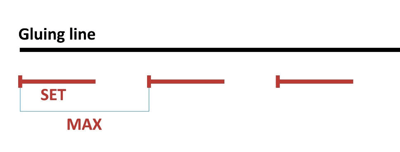
Fig.34. De instelling van het lijmen van lijn
93. Lijmlijn 1 - Instellen - Openen tijd van de lijmen kop voor de lijmen lijn 1 (Afb.34) (optie).
94. Lijmlijn 1 - MAX - Cyclus tijd van de lijmen kop voor de lijmen lijn 1 (Afb.34) (optie).
95. Lijmlijn 2 - Instellen - Openen tijd van de lijmen hoofd voor de lijmen lijn 2 (Afb.34).
96. Lijmlijn 2 - MAX - Cyclus tijd van de lijmen kop voor de lijmen lijn 2 (Afb.34) (optie).
97. ![]() - deze knop geeft terug. naar de vorige scherm (Fig. 32).
- deze knop geeft terug. naar de vorige scherm (Fig. 32).
98. ![]() - deze knop leidt naar de volgende scherm (Fig. 35).
- deze knop leidt naar de volgende scherm (Fig. 35).
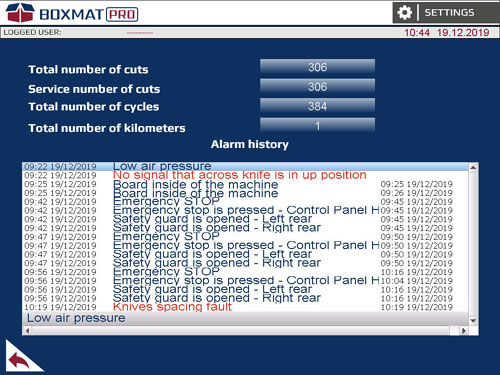
Afbeelding 35. Het scherm 'Machineparameters' (5/5)
99. Totaal aantal zaagsneden - het aantal van zaagsneden gemaakt door de sleuven balk sinds zijn oprichting.
100. Service aantal zaagsneden - het aantal van de zaagsneden gemaakt door de sleuven balk sinds de laatste service.
101. Totaal aantal cycli - het aantal van automatisch werk cycli sinds de oprichting.
102. Totaal aantal kilometers - het aantal van kilometers van de borden gemeten door de encoders sinds zijn ontstaan
103. Alarmgeschiedenis - de registratie van berichten.
104. ![]() - deze knop keert terug naar de vorig scherm (Afb. 33).
- deze knop keert terug naar de vorig scherm (Afb. 33).
Serviceschermen
Serviceschermen bevatten statistische informatie over de werking van de machine.
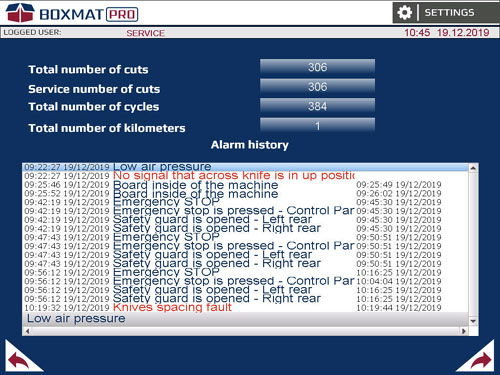
Afb. 36. Servicescherm (1/3)
105. Totaal aantal zaagsneden - het aantal van de zaagsneden gemaakt door de sleufbalk sinds de start .
106. Service aantal zaagsneden - het aantal van zaagsneden gemaakt door de sleuven balk sinds de laatste service.
107. Totaal aantal cycli - het aantal van automatisch werk cycli sinds de oprichting.
108. Totaal aantal kilometers - de aantal van kilometers van de borden gemeten door de encoders sinds zijn ontstaan
109. Alarmgeschiedenis - De registratie van noodmeldingen .
110. ![]() - deze knop keert terug naar de vorig scherm (Fig. 24).
- deze knop keert terug naar de vorig scherm (Fig. 24).
111. ![]() - dit knop leidt naar de volgend scherm (Fig. 37).
- dit knop leidt naar de volgend scherm (Fig. 37).
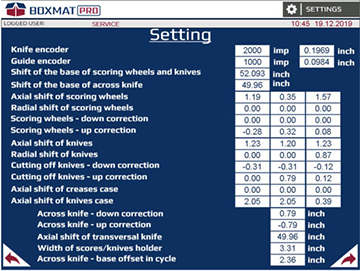
Afb. 37. Servicescherm (2/3)
Voor het instellen van het nulpunt voor de gereedschappen en rollen
112. Messensensor - stelt het aantal van impulsen per inch in voor de positionering van de sleuvenmessen (bijv. 2000 = 0,1969").
113. Encoder linker geleider - stelt het aantal impulsen per inch in voor de linker geleider (d.w.z. 1000 = 0,0984").
114. Verplaatsing van de basis van de scores en messen - van het midden van de machine naar de "nul" positie voor de scores wielen en longitudinale messen.
115. Verschuiving van de basis van het kruismes - inactief
116. Axiale verschuiving van de scores (3 sets) - de afstand van het midden van de scorewielen tot het punt op dat de grijpersensor detecteert.
117. Radiale verschuiving van scores - correctie voor de roterende score punt
118. Scoren wielen - neerwaartse correctie (3 sets) - offset voor neerwaartse actie punt op het bord
119. Score wielen - correctie omhoog (3 sets) - offset voor omhoog actie punt op het bord
120. Axiale verschuiving van de messen (3 sets) - de afstand vanaf het middelpunt van de messen tot het punt waarop de grijpersensor detecteert.
121. Radiale verschuiving van messen (3 sets) - correctie voor de roterende messen snijden punt
122. Afkortmessen - neerwaartse correctie (3 sets) - offset voor neerwaartse actie punt 0n het bord
123. Afkortmessen - correctie omhoog (3 sets) - offset voor omhoog actie punt op het bord
124. Axiale verschuiving van scores koffer (3 sets) - de afstand vanaf de rand van de koffer tot het punt op waarop de grijpersensor het gereedschap detecteert.
125. Axiale verschuiving van messen koffer (3 sets) - de afstand vanaf de rand van de koffer tot het punt op waar de grijpersensor het gereedschap detecteert.
126. Dwarsmes - neerwaartse correctie - offset voor neerwaartse actie punt op het bord
127. Over mes - correctie omhoog - offset voor omhoog actie punt op het bord
128. Axiale verschuiving van het dwarse mes - de afstand van het middelpunt van de machine naar de thuispositie van het dwarse mes.
130. Over mes - basisoffset in cyclus - offset voor de eerste actie punt omlaag op het bord
131. ![]() - deze knop keert terug naar de vorige scherm (Fig. 36).
- deze knop keert terug naar de vorige scherm (Fig. 36).
132. ![]() - deze knop leidt naar de volgende scherm (Fig. 38).
- deze knop leidt naar de volgende scherm (Fig. 38).
Afb. 38. Servicescherm (3/3)
133. JOGsnelheid - langzaam pass van board - stelt de snelheid van de boards in jog modus.
134. Pass snelheid - board exit - stelt de snelheid van de boards bij het verlaten van de machine.
135. JOGsnelheid - scoren balk - stelt de snelheid van de scoren balk in wanneer deze wordt bestuurd vanuit het scherm "Handmatige Beweging", door met de pijlen 'Omhoog' en 'Omlaag' .
136. JOGsnelheid - afstand van scores en messen - stelt de snelheid in van de scores rollen en messen grijper wanneer bestuurd van het scherm "Handmatige Bewegingen".
137. Snelheid van de afstandscores en messen - stelt de snelheid van de afstandscores van de scoring rollen en de messen nadat op de knop "Afstandscores - scoring en messen" in het scherm "Handmatige Bewegingen" heeft gedrukt.
138. JOGsnelheid - afsnijmes - stelt de snelheid van het dwarsmes mes in wanneer wordt bestuurd vanuit het scherm "Handmatige Bewegingen" .
139. Drooglopen (geen printplaat) - activering van de automatische cyclus zonder een printplaat.
140. Lijm- waardoor de lijm modus kan de lijm instellingen venster worden ontgrendeld
141. Printer qty - het aantal afdrukmodules geïnstalleerd op de machine.
142. Aantal messen - de machine kan werken met 4, 6 of 8 messen.
143. Aantal scores - de machine kan werken met 4 of 6 scores.
144. Afstand ENC1 - ENC2 - de afstand vanaf het meetwiel 1 tot het meetwiel 2.
145. Serviceteller resetten - voer het wachtwoord in en druk op de knop RESET om service nummer van te wissen.
146. ![]() - deze knop keert terug naar de vorige scherm (Fig. 37).
- deze knop keert terug naar de vorige scherm (Fig. 37).
147. Systeemmenu - deze knop open systeem menu van aanraakpaneel
Schermen met 'FEFCO'-stijl - Beschrijving op basis van RSC (standaardstijl 201 REV)Na zijn de functies beschikbaar in de configuratie schermen voor de RSC (FEFCO 0201 REV) standaard stijl.
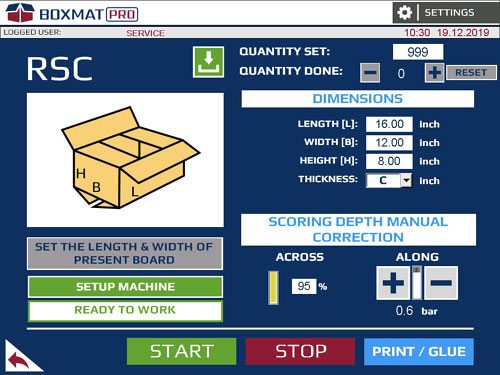
Fig. 39. Hoofdscherm voor het instellen van de RSC-stijl
148. RSC - de FEFCO stijl geselecteerd.
149. ![]() - slaat de huidige doos in de machine geheugen.
- slaat de huidige doos in de machine geheugen.
150. QUANTITY SET - het aantal van dozen tot worden gemaakt.
151. KWANTITEIT GEDAAN - het aantal van de dozen die al gemaakt zijn . Vervolgens is er een knop RESET die gebruikt om de teller te resetten. Gebruik de knoppen PLUS/MINUS om de teller hoeveelheid gedaan te wijzigen.
Na te hebben afgerond de vereiste aantal van karton dozen, de machine zal stoppen. Naar verder productie, de RESET knop moet zijn ingedrukt, anders het zal niet mogelijk zijn om een nieuw cyclus
152. LENGTE - de interne lengte van de doos vereist.
153. BREEDTE - de interne breedte van de doos nodig.
154. HOOGTE - de interne hoogte van de doos vereist.
155. DIKTE - een veld waar de dikte van het karton van welke het karton is gemaakt, moet worden ingevoerd.
156. SCORING DEPTH MANUAL CORRECTION - scoringsdiepte van de straal in %: De instelling voor de diepte van de over score moet zijn in tussen 0% tot 100%
- waarde 0% - zonder te scoren tussen de sleuven;
- waarde 100% - max scoren diepte tussen de sleuven;
157. SCORINGSDIEPTE HANDMATIGE CORRECTIE - + en - knoppen voor het aanpassen van de diepte van langs scores op het bord:
De instelling voor de diepte van de scores moet zijn geselecteerd volgens voorkeur.
158. DE LENGTE EN BREEDTE VAN HET VOORWAARDEKAART INSTELLEN - Deze knop opent een scherm (Afb. 37) om het ingevoerde velformaat toe te voegen.
159. SETUP MACHINE - wanneer alle afmetingen zijn toegevoegd ook het blad formaat deze knop verplaatst alle snij/snijgereedschappen naar hun juiste posities.
160. MACHINEIS NIET INGESTELD - dit geeft aan dat niet alle informatie is ingevoerd of machine is niet ingesteld. Het zal veranderen naar GEREED AAN WERK wanneer alle is ingesteld.
161. START - start de automatische doos productie in de huidige stijl.
162. STOP - stopt de machine NADAT het hele bord is gepasseerd .
163. PRINT/GLUE (of PRINTING) - deze knop opent een scherm om parameters in te stellen van printen (afb. 40) (optie).
164. ![]() - deze knop keert terug naar de vorige scherm.
- deze knop keert terug naar de vorige scherm.
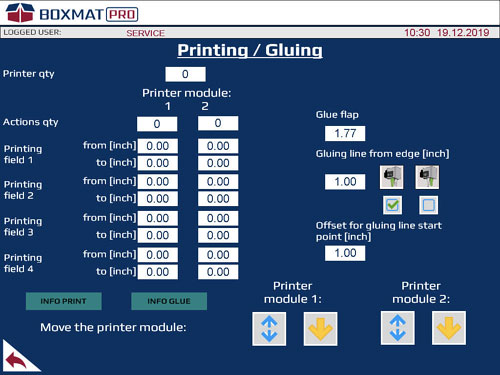
Afb. 40. Afdrukinstellingen (optie).
165. Aantal printers - aantal van printers geïnstalleerd op de machine (optie).
De machine kan Geschikt voor 1 of printers.
166. Actie qty - een veld met optie voor het instellen van afdrukken velden op karton
De maximaal aantal van afdrukken is 4.
167. Afdrukveld [1...4] - van - bepaalt de positie op de printplaat waar de printkop omhoog komt (optie).
168. Afdrukken veld [1...4] - tot - bepaalt de positie op de printplaat waar de printkop naar beneden verplaatsen (optie).
169. Printermodule 1 / 2 - selectievakjes van de printermodule (1 of 2) (optie).
170. Verplaats de printermodule 1 (optie):
- lift omhoog/omlaag de printermodule
- of
 geeft aan de positie van printer module
geeft aan de positie van printer module
171. Verplaats de printer module 2 (optie):
- lift omhoog/omlaag de printermodule
- ofgeeft aan de positie van printermodule
172. ![]() - deze knop keert terug naar de vorige scherm.
- deze knop keert terug naar de vorige scherm.
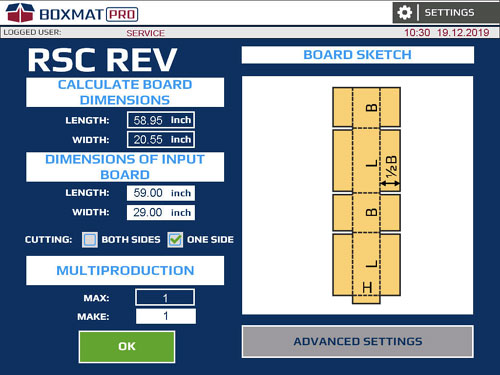
Fig. 41. Het RSC stijl instelscherm - afmetingen van de printplaat.
173. Graphic showing the finished board in the selected FEFCO style.
174. LENGTE - de lengte van de plank die nodig is.
175. BREEDTE - de breedte van de plank die nodig is.
176. LENGTE - voer de lengte van het invoerblad in.
177. BREEDTE - voer de breedte van het invoerblad in.
178. KAPPEN - van vormafval afsnijden:
- BEIDE ZIJDEN
- EEN KANT
179. MAX - toont het aantal huidige vakken dat kan worden geproduceerd op basis van de lengte van het huidige vel.
180. MAKE - voer het aantal dozen in dat nodig is van het blad. De waarde kan lager of gelijk zijn aan de MAX-waarde.
181. OK - alle in het scherm ingevoerde waarden accepteren en terugkeren naar het vorige scherm (Afb. 39).
182. GEAVANCEERDE INSTELLINGEN - de knop opent een scherm met de geavanceerde instellingen voor de huidige box (Afb. 42).
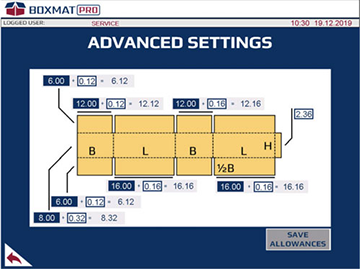
Afb. 42. RSC stijl instelscherm - geavanceerde instellingen
183. Blauw veld - huidige waarde van de lengte van het kartonpaneel zonder toeslagen (Fig. 42 - 1)
184. Wit veld - toeslagwaarde (Fig. 42 - 2)
185. Grijs veld - totale waarde van de lengte van het kartonpaneel (Afb. 42 - 1) Knop ALLOWANCES OPSLAAN - als u op de knop drukt, wordt de overmaat opgeslagen in de overmaatdatabase. De wijzigingen in de emissierechten worden na het verlaten van de stijl teruggezet op hun vorige waarden. Om de overmaten permanent op te slaan, druk je ongeveer 1 seconde op de knop ALLOWANCES OPSLAAN. De opgeslagen overmaten worden bevestigd door het bericht (Afb. 43).
Fig. 43. Bevestigingsvenster van opgeslagen emissierechten
De knop is actief na inloggen op de operator rekening.
Freestyle schermen
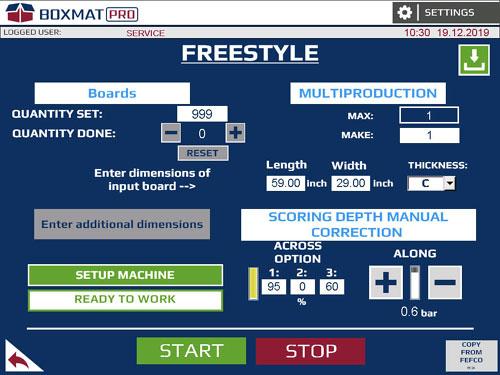
Afb. 44. Het hoofdscherm voor Freestyle-configuratie
186. Het recept opslaan - Deze knop slaat de momenteel geconfigureerde parameters van de box op in het geheugen van de machine.
187. KWANTITEIT SET - een veld waar de opgegeven aantal van vakken naar worden gemaakt in automatische modus kan worden ingevoerd; dit wordt geactiveerd door op START te drukken
188. KWANTITEIT GEDAAN - een veld weergave van de huidige aantal van dozen gemaakt in de automatische cyclus. Volgende naar het is een RESET knop gebruikt om te resetten de telling van de karton xml-ph-0031@deepl.
Na voltooien de stel in nummer van karton dozen, de machine zal stoppen. Naar verder productie, de RESET knop moet worden ingedrukt, anders het zal niet zijn mogelijk naar start a nieuw cyclus.
189. LENGTE - een veld waar de lengte van de invoer bord, van die de kartonnen doos is te worden gesneden, kan worden ingevoerd.
190. BREEDTE - een veld waar de breedte van de invoer bord, van die de kartonnen doos is te worden gesneden, kan worden ingevoerd.
191. DIKTE - dikte van de invoer plaat, van die de kartonnen doos is naar worden gesneden.
192. MAX - een veld in waarin het maximale mogelijke aantal van dozen te worden gemaakt, langs zijn lengte - en in opeenvolgende multi-productie van één input bord - wordt weergegeven.
193. MAAK - een veld waar het aantal van dozen kan worden ingevoerd welke zijn aan worden gemaakt in multi-productie van één invoer bord langs zijn lengte. Deze waarde kan zijn lager of gelijk xml-ph-0031@d
194. SCORING DEPTH MANUAL CORRECTIE - balk scoring diepte in [%].
De instelling voor de diepte van de scores moet zijn in bereik 0% tot 100%:
- De waarde 0 % - zonder de puntenoverdracht.
- De waarde 100% - de diepe oversteek.
195. SCORINGSDIEPTE HANDLEIDING CORRECTIE - + en - met de knoppen kan de diepte van de scores tot in de lengterichting (langs) het vak worden aangepast:
- plus - een diepere score;
- min - een ondiepere score.
De instelling van de diepte van de langs en over scores moet experimenteel worden geselecteerd afhankelijk van de behoefte.
196. ENTER ADDITIONAL DIMENSIONS - Deze knop opent het scherm box instelling in Freestyle - het scherm eerste instelling (Afb.45).
197. SET UP MACHINE - de knop verschuift alle beschikbare machine actuators naar de set posities om een doos te maken.
198. MACHINE IS NIET GEREED / GEREED AAN WERK - informatie over de positie van de actuatoren van de machine. GEREED AAN WERK geeft aan dat de machine is klaar om te maken het vak in de stijl geselecteerd.
199. START - de knop start de automatische cyclus van doos productie in Freestyle.
200. STOP - de knop stopt de automatische productie cyclus van dozen, nadat het hele bord heeft doorlopen de machine.
201. Return - een knop om terug te keren naar het vorige scherm - Andere (Fig. 23).
202. KOPIEER VAN FEFCO - de knop kopieert de waarden van de instellingen van de onlangs gebruikte FEFCO stijl naar Freestyle.
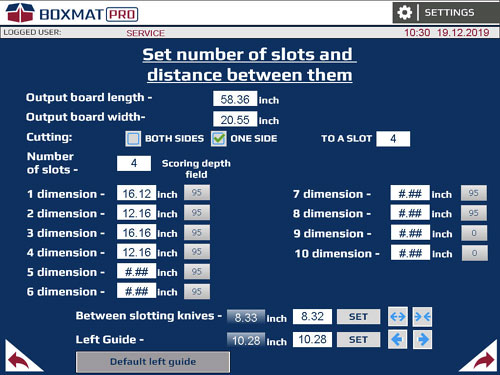
Fig.45. Het Freestyle configuratiescherm - het eerste instelscherm
203. Lengte van het uitvoerpaneel - lengte van het uitvoerpaneel
204. Output board width - a field in which to enter the width of the output format.
205. SnIJDEN - Opmaak van de doos invoer aan één of beide zijden:
- BEIDE ZIJDEN - opmaak van de invoer doos met twee overlangse messen. Dubbele afvalgeneratie ;
- EEN ZIJDE - opmaak de invoer doos met een longitudinaal mes. Eenmalige afvalproductie .
De SNIJDEN optie is beschikbaar als de volgend op relatie is vervuld: de invoer formaat is groter dan het berekende formaat.
206. Snijden in de sleuf - opmaak de invoer karton langs de breedte met longitudinale messen van de begin van de opmaak tot de geselecteerde transversale score. Door de waarde 0 in de sleuf snijveld zal formaat het formaat langs de gehele lengte.
207. Aantal van Sleuven - een veld waar de set aantal van snijdt voor de sleuvenmessen om uit te snijden het karton is bepaald.
208. Dimensie 1 ... 10 - velden in welke de afstand tussen opeenvolgende sneden met de sleuven messen moet worden ingevoerd.
209. Scoren diepte veld - een keuze van scoren diepte van scoren balk (Afb. 46).
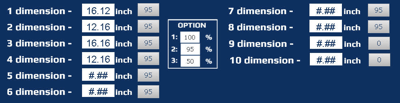
Fig. 46. OPTIE-venster - diepte van scoringsbalk.
210. Stel het vak in positie - voer de afstand in waarop de sleuven messen moeten uit elkaar staan.
211. knop instellen - start de messen beweging naar een positie zoals heeft ingevoerd in het vak instellen .
212. deze knoppen veranderen de positie van de sleuven messen. Druk op en houd naar bewegen:
- de sleuven messen verplaatsen langzaam uit elkaar
- de sleuven messen verplaatsen langzaam dichterbij.
De positie van de sleuven messen is gemeten als de afstand van de voorkant van te links mes naar de voorkant van de rechts mes. De messen dia naar beneden naar de midden van de machine gelijkmatig of verplaatsen uit elkaar van de midden van de machine. Afstand van de bladen binnen de bereik 2¾" naar 78 ¾" is mogelijk.
Wanneer een van de knoppen geeft weer a geel pijl, het geeft aan dat de sleuven messen hebben hun bestemming.
213. Huidige positie - in dit veld wordt de huidige positie van de bordgeleider weergegeven.
214. Instelvak - het veld waarin de positie kan worden ingevoerd waarop de linker bordgeleider moet worden ingesteld.
215. Set - deze knop verplaatst de linker bordgeleider naar de positie in de 'Set box'.
216. Boordwijzer ![]() Houd deze knoppen ingedrukt om de positie van de linker, automatische, bordgeleider te wijzigen.
Houd deze knoppen ingedrukt om de positie van de linker, automatische, bordgeleider te wijzigen.
De positie van de links begrenzer is gemeten als de afstand van de binnenkant muur van de begrenzer naar de midden van de machine. Het is mogelijk instellen de begrenzer binnen de bereik 1 ¾" naar 47”.
Wanneer een van de knoppen geeft weer a geel pijl, het geeft aan dat de links gids is in een extreem positie en heeft bereikt zijn aangewezen positie.
217. Standaard links gids - herstelt de standaard positie van de begrenzer.
218. Return - Met deze knop keert terug naar het vorige scherm - Freestyle instelscherm - main (Fig. 44).
219. Vooruit - Deze knop opent het scherm volgende - Freestyle set-up scherm(Afb. 47).
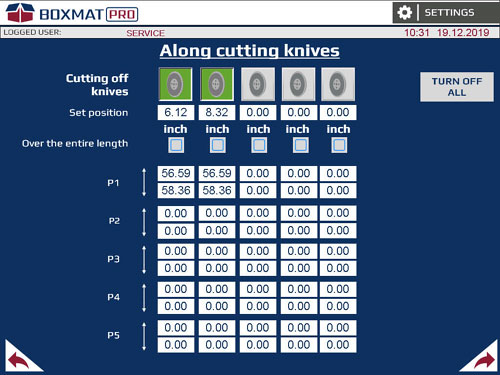
Afb. 47. Freestyle configuratiescherm - het tweede instellingenscherm
220. Graphics toont longitudinale messen beschikbaar. Een graphic van het longitudinale mes gemarkeerd in groen geeft het actieve longitudinale gereedschap aan dat gebruikt wordt in de productie cyclus. Het aantal van longitudinale messen beschikbaar op het scherm kan variëren afhankelijk van de geselecteerde snijmodus (van de rechterzijde of van beide zijden) of geen snede.
De machine kan handgreep 4, 6 of 8 messen. De maximaal nummer van de ondersteund messen hangt af van op de extra opties van de machine.
Velden weergave de ingestelde positie van de snijdende mes longitudinaal relatief naar de linkerrand van de output formaat. In dit veld, is het mogelijk om een positie in die elk mes is xml-ph-0030@deepl.interna
De messen moet zijn verdeeld in de dezelfde bestel als gepresenteerd in de afbeeldingen, anders a bericht "Fout gegevens voor de messen" zal worden weergegeven.
221. Over de lengte van de invoer - de geselecteerde snijoptie inschakelen met een mes in de lengterichting over de volledige lengte van het uitvoerformaat.
222. Lengtesnijden P [1...5] - velden met snijprofielen voor elk lengtemes:
- Startpunt P [1...5] - de waarde die in dit veld wordt weergegeven, geeft de plaats op het formaat (of een fragment van het formaat bedoeld voor de doos) aan waar het mes wordt neergelaten, gemeten vanaf het begin van het formaat.
- Eindpunt P [1... 5] - de waarde die in dit veld wordt weergegeven, betekent de plaats op het formaat (of stuk van het formaat dat bedoeld is voor de doos) waar het mes vanaf het begin van het formaat wordt opgetild.
223. Zet alle knoppen uit - de knop deactiveert en reset alle velden voor actieve lengtemessen.
224. Terug - met de knop keer je terug naar het vorige scherm - Freestyle configuratiescherm - eerste instellingenscherm (Afb. 47)
225. Vooruit - met deze knop ga je naar het volgende scherm - Freestyle Setup scherm - het derde Setup scherm (Afb. 49).
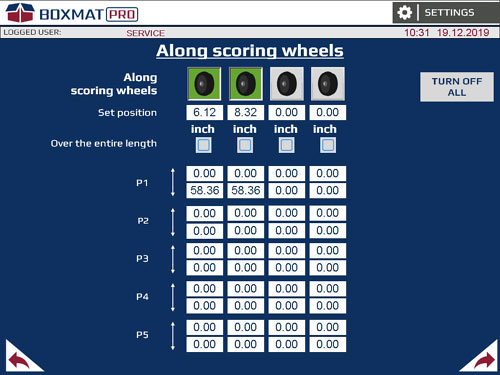
Afbeelding 48. Het freestyle configuratiescherm - het derde Setup-scherm
226. De grafiek toont de beschikbare scorewielen. Een grafiek van de longitudinale score in groen geeft het actieve longitudinale gereedschap aan dat in de productiecyclus wordt gebruikt.
De machine kan tot 6 punten verwerken wielen
227. De velden tonen de ingestelde positie van de longitudinale partituur ten opzichte van de linkerrand van het uitvoerformaat. In deze velden is het mogelijk om een positie in te voeren voor elke score waarin deze moet worden ingesteld.
De rollers moeten op dezelfde afstand van elkaar staan. volgorde zoals weergegeven in de grafieken, anders wordt de melding "Verkeerde gegevens voor de scores" weergegeven.
228. Over de hele lengte - schakelt de scoringsoptie in met de geselecteerde lengtescore over de hele lengte van het uitvoerformaat.
229. Longitudinale sing P [1... 5] - velden tonen scoringsprofielen voor elk longitudinaal scorend wiel:
- Startpunt P [1...5] - de waarde die in dit veld wordt weergegeven, geeft de plaats op het format (of stuk format bedoeld voor de box) aan waar het scorewiel wordt neergelaten vanaf het begin van het format.
- Eindpunt P [1... 5] - de waarde die in dit veld wordt weergegeven, geeft de plaats op het formaat (of stuk van het formaat bedoeld voor het vak) aan waar het scorewiel zal worden opgetild vanaf het begin van het formaat.
230. Zet alles uit knop - deactiveert en stelt alle velden voor actieve longitudinale scores op nul
231. Return (Terug) - de knop om terug te keren naar het vorige scherm - Freestyle configuratiescherm - tweede instellingenscherm (Afb.45).
232. Vooruit - de knop om door te gaan naar het volgende scherm - Freestyle instellingenscherm - het vierde instellingenscherm (Afb. 49).
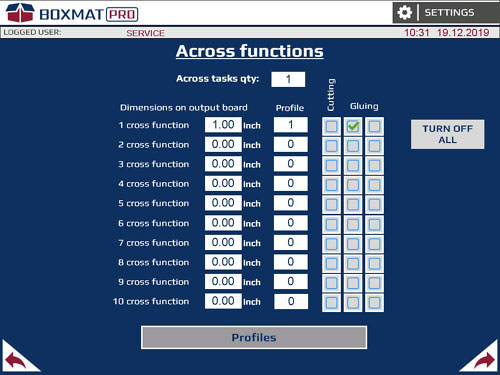
Afb. 49. Het freestyle configuratiescherm - het vierde Setup-scherm
233. Dwars op karton - het aantal dwarsacties dat op het karton is gebruikt.
234. 1...10 dwarsbewegingen - (waarbij 1 - de eerste dwarsbeweging is, 2 - de tweede dwarsbeweging, enz.) van het veld waarin de afstanden tussen opeenvolgende dwarsbewegingen moeten worden ingevoerd.
De eerste dwarse beweging wordt gemeten als de afstand van het blad vanaf het begin van het uitvoerformaat.
235. Knop Profielen - het geselecteerde bewegingsprofiel toewijzen aan een bepaalde transversale actie. Het bewegingsbereik voor een bepaald profiel is beschikbaar na het indrukken van de knop Dwarsbeweging profielen.
236. Snij- en lijmvelden (optie) - een actie toewijzen voor de zijwaartse beweging.
Er kan slechts één actie worden toegewezen aan elke zijdelingse beweging.
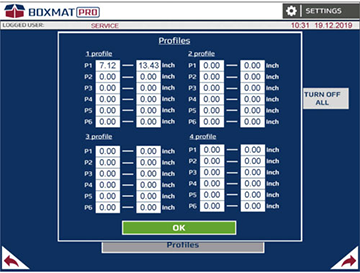
Fig. 50. Freestyle configuratiescherm - vierde instellingenscherm - het venster met dwarse bewegingsprofielen
237. Profiel 1...4 - bewegingsprofielen voor de dwarsbeweging van het gereedschap:
- Startpunt P [1... 6] - plaats waar het dwarsgereedschap wordt neergelaten,
- Eindpunt P [1... 6] - plaats waar het dwarsgereedschap wordt gehesen.
238. Knop OK - de knop waarmee het venster Dwarsverplaatsingsprofielen wordt gesloten.
239. Terugkeren - de knop om terug te keren naar het vorige scherm - scherm Freestyle configuratie - derde instelling (Afb. 48).
240. Vooruit - de knop om door te gaan naar het volgende scherm - Freestyle instellingenscherm - het vijfde instellingenscherm (Afb. 51).
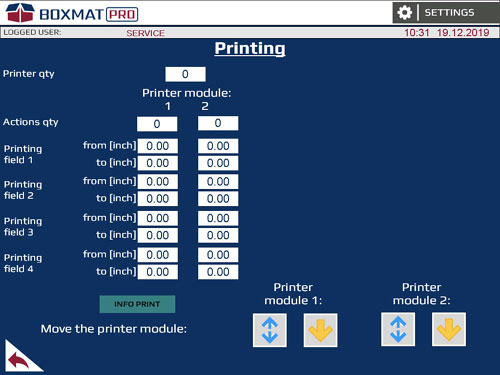
Afbeelding 51. Scherm afdrukparameters (optie)
241. Printer qty - het aantal bedrukte velden op de doos. Maximaal vier bedrukte velden op één doos zijn mogelijk (optioneel).
242. Acties qty - het aantal bedrukte velden op de doos. Maximaal vier bedrukte velden op één doos zijn mogelijk (optioneel).
243. Afdrukveld [1...4] - vorm - stelt de positie in waar het afdrukken op het formaat begint (optioneel).
244. Afdrukveld [1...4] - tot - stelt de positie in waar het afdrukken eindigt op het formaat (optioneel).
245. Module-selectievelden afdrukken (optioneel).
246. De afdrukmodule 1 omhoog zetten (optioneel):
- Een blauwe pijl omhoog-omlaag - de knop brengt de afdrukmodule omhoog;
- Een gele pijl omhoog-omlaag - de knop geeft aan in welke positie de afdrukmodule zich momenteel bevindt.
247. De afdrukmodule 2 omhoog zetten (optioneel):
- Een blauwe pijl omhoog-omlaag - de knop die de afdrukmodule omhoog brengt;
- Een gele pijl omhoog-omlaag - de knop die aangeeft in welke positie de afdrukmodule zich momenteel bevindt.
248. Terugkeren - de knop om terug te keren naar het vorige scherm - scherm Freestyle configuratie - scherm Vierde instellingen (Afb. 49) (optioneel).
Productie van een doos in de Freestyle
Met Freestyle kan de gebruiker alle parameters voor het snijden van de plank onafhankelijk instellen.
De procedure voor de FREESTYLE productie van karton gemodelleerd naar de RSC-stijl:
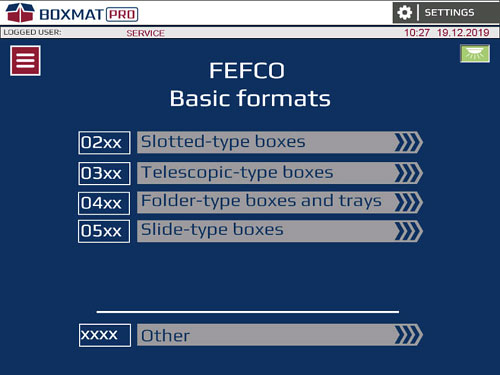
Fig.52. Scherm BASISBEWERKINGEN
1. Selecteer in het hoofdscherm - scherm BASISBEWERKINGEN (Afb.52) de knop ANDERE.
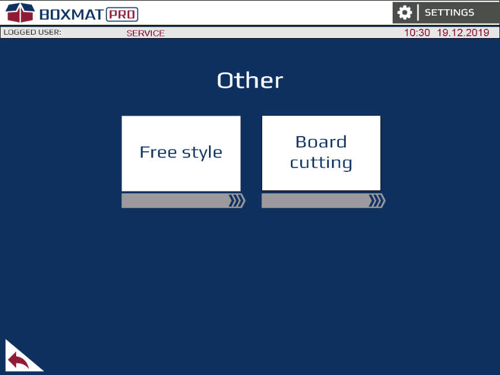
Fig.53. Scherm 'Overig
2. Selecteer in het scherm 'Overig' (Afb.53) de knop Freestyle.
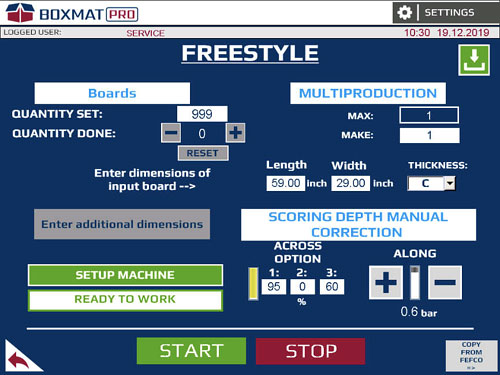
Fig.54. Het Freestyle configuratiescherm - hoofd
3. In het hoofdvenster van de Freestyle configuratie moeten de volgende parameters worden ingevoerd:
- Aantal van borden die moeten worden ingevuld;
- Lengte, breedte en dikte van de invoer plaat;
- Over en Langs scoren diepte
4. Druk op 'Extra afmetingen invoeren' - het eerste scherm met instellingen voor Freestyle wordt geopend.
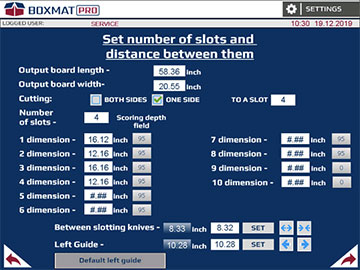
Afb.55. Het Freestyle configuratiescherm - het eerste instelscherm
5. In het eerste scherm met Freestyle instellingen moeten de volgende parameters worden aangegeven:
- Dimensie (lengte en breedte) van het uitvoerformaat;
- Aantal slots;
- Verdere afmetingen tussen sleuven
- Diepte van dwarsdoorsnede voor individuele sleuven;
6. In dit venster moeten de gleufmessen op de juiste afstand van elkaar staan over de breedte en moet de linker, automatische geleider op de gewenste positie worden ingesteld.
7. Druk op Vooruit - ga naar het tweede scherm met Freestyle-instellingen. ![]()
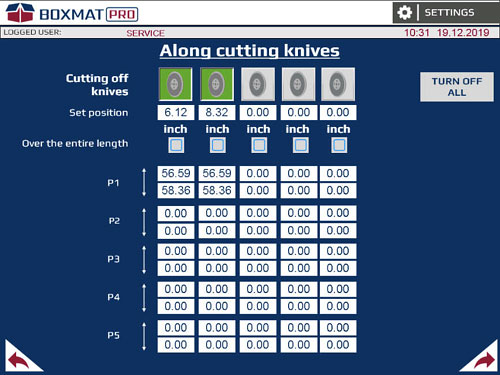
Afb. 53. Het Freestyle configuratiescherm
8. In het tweede scherm, Freestyle Settings, moeten de volgende parameters worden aangegeven:
- het vereiste aantal lengtemessen activeren
- volledige overlangse snijpunten
9. Druk op Vooruit - ga naar het derde scherm met Freestyle-instellingen. ![]()
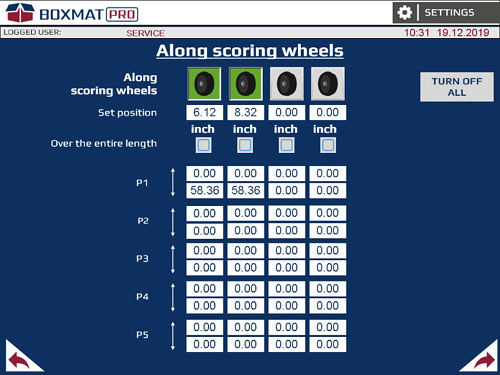
Afb. 54. Het Freestyle configuratiescherm
10. In het derde scherm, Freestyle Settings, moeten de volgende parameters worden aangegeven:
- het vereiste aantal longitudinale scores activeren;
- volledige longitudinale scorepunten
11. Druk op Vooruit - ga naar het vierde scherm met Freestyle-instellingen. ![]()
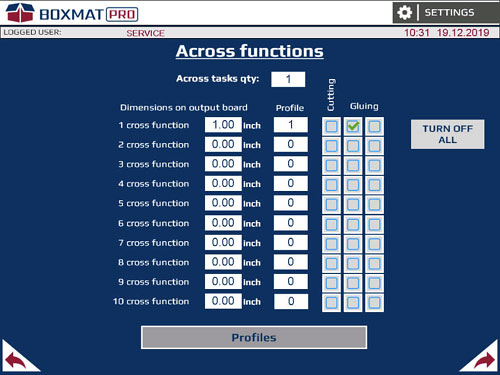
Afb. 55. Het Freestyle configuratiescherm
12. In het scherm met de vier Freestyle instellingen moeten de volgende parameters worden aangegeven:
- Dwars door de raad van bestuur
- Functieoverschrijdende profielen;
- Aankruisvakjes Snijden en lijmen (optie) - een toegewezen actie voor cross-functie
13. Druk op Vooruit - ga naar het laatste scherm met Freestyle-instellingen. ![]()
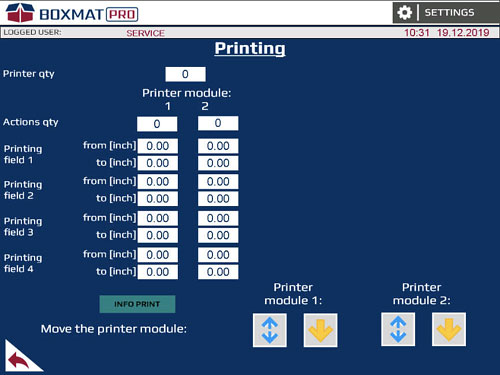
Afb. 56. Het scherm met afdrukinstellingen (optie)
14. In het scherm Afdrukinstellingen moeten de volgende parameters worden aangegeven (optie):
- aantal printers
- aantal acties voor afzonderlijke printers
- afdrukgebied - van [inch] en tot [inch];
15. Ga terug naar het hoofdscherm van de Freestyle configuratie.
16. Druk in het hoofdscherm van de Freestyle configuratie op de knop "SET THE MACHINE" en wacht tot het bericht "MACHINE NOT SET" (APPARAAT NIET INGESTELD) verandert in "READY TO WORK" (Gereed om te werken).
17. Zet de ingangsbuffers in de werkstanden:
- Spreid de invoerrollen uit elkaar zodat er twee aan de uiteinden van de printplaat zitten en de derde in het midden,
- Stel de ruimte onder de rollen zo in dat er maar één vel onderdoor kan.
18. Stel de rechtergeleider handmatig zo in dat hij het bord bijna raakt.
19. Leg een plank op tafel en druk op de START-knop op het aanraakpaneel.
20. Wanneer de plaat gesneden, van sleuven voorzien en uitgeworpen is, controleer dan of de lengte, breedte, sleuven en snedes aan de eisen voldoen. Pas aan indien nodig.
Productie van dozen in het RSC (FEFCO Style 0201)
De procedure voor de productie van dozen in FEFCO-stijl gebaseerd op het RSC (0201)-voorbeeld.
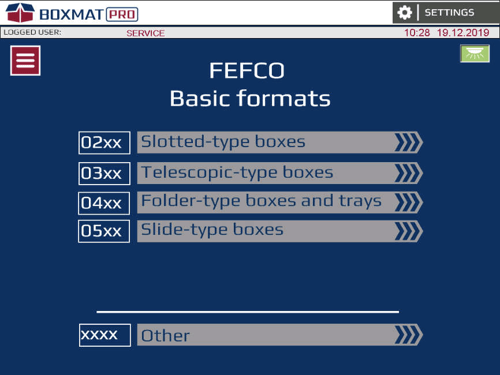
Afbeelding 57. Scherm BASISBEWERKINGEN
1. Selecteer in het hoofdscherm - BASISBEWERKINGEN (Afb.57) de knop Sleufbakken.
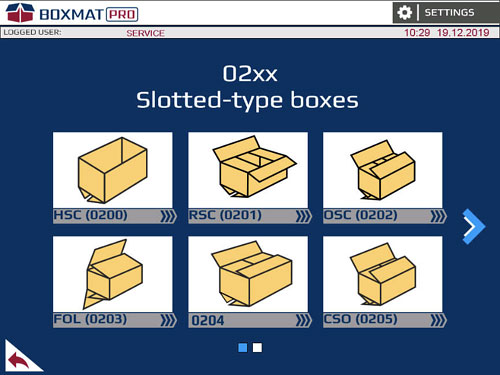
Afb.58. Het scherm bevat sjablonen voor de flappenboxstijlen FEFCO 2xx
2. Selecteer in het eerste scherm de knop RSC (0201).
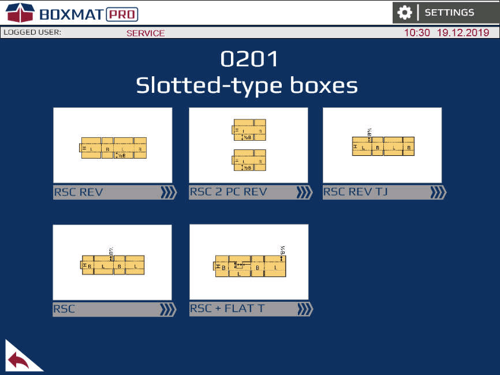
Afb. 59. Het scherm bevat sjablonen voor de Boxstijlen 0201
3. Selecteer in het eerste RSC-scherm (0201 REV) de RSC-knop.
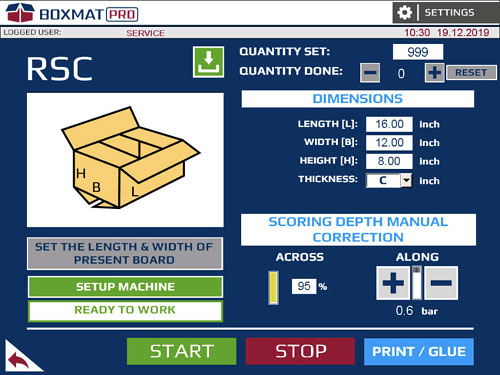
Afb. 60. Hoofdscherm RSC stijl instellen
4. Voer in het hoofdconfiguratiescherm van de RSC-stijl de volgende parameters in:
- Het aantal borden dat moet worden ingevuld;
- De binnenafmetingen van de doos en de dikte van het karton;
-
De langs- en dwarsdiepte van de puntentelling.
5. Druk op de knop SET CURRENT LENGTH AND WIDTH OF THE BOARD - het eerste scherm voor de instellingen van de RSC-stijl wordt geopend. Verdere schermen maken het mogelijk om offsets in te voeren (zie sectie 7.6).
6. Druk op de knop PRINTING - het scherm voor de afdrukinstellingen wordt geopend. Voer de parameters voor het afdrukken in. (zie sectie 7.6).
7. Druk in het hoofdscherm van de Freestyle configuratie op de knop "SET THE MACHINE" en wacht tot het bericht "MACHINE NOT SET" (APPARAAT NIET INGESTELD) verandert in "READY TO WORK" (Gereed om te werken).
8. Zet de ingangsbuffers in de werkstanden:
-
Spreid de buffers uit elkaar zodat ze allebei aan de uiteinden van het bord zitten en de derde in het midden, boven de rol.
-
stel de opening onder de buffer zo in dat er één vel karton in kan. Maak tegelijkertijd het inleggen van twee vellen karton onmogelijk.
9. Stel de rechter geleider handmatig zo in dat deze de printplaat bijna raakt
10. Leg een plank op tafel en druk op de START-knop op het aanraakpaneel.
11. Wanneer de printplaat gesneden, van sleuven voorzien en uitgeworpen is, controleer dan of de lengte, breedte, sleuven en snedes aan de eisen voldoen. Pas aan indien nodig.
Vervangingsprocedure gereedschap
De procedure voor het vervangen van het gereedschap is als volgt:
 LET OP: Werkzaamheden in de snij-, snijd- of transportzone kunnen worden uitgevoerd door de Alleen getraind personeel dat speciale voorzichtigheid in acht neemt. In deze zones is er een verhoogd risico op letsel aan verschillende lichaamsdelen.
LET OP: Werkzaamheden in de snij-, snijd- of transportzone kunnen worden uitgevoerd door de Alleen getraind personeel dat speciale voorzichtigheid in acht neemt. In deze zones is er een verhoogd risico op letsel aan verschillende lichaamsdelen.
 Alle werkzaamheden tijdens het bedienen van de machine MOETEN worden uitgevoerd met geschikte beschermende handschoenen aan.
Alle werkzaamheden tijdens het bedienen van de machine MOETEN worden uitgevoerd met geschikte beschermende handschoenen aan.
1. Open de achterdeksels van het apparaat.

Fig. 56. Vervangingsprocedure voor gereedschap
2. Schuif het draaipunt van de assemblage uit. Als de toegang moeilijk is, schuif dan de pletrollen naar buiten.

Fig. 57. Vervangingsprocedure voor gereedschap
3. Verwijder de gereedschapshouder.
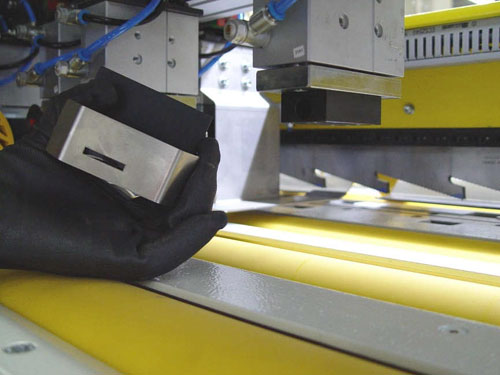
Fig. 58. Vervangingsprocedure voor gereedschap
![]() Let bij het vervangen van scheermesjes goed op het mesje - een mechanische schok kan het beschadigen.
Let bij het vervangen van scheermesjes goed op het mesje - een mechanische schok kan het beschadigen.
4. Plaats het gereedschap terug.

Fig. 59. Vervangingsprocedure voor gereedschap
5. Sluit de achterdeksels van het apparaat.

Fig. 60. Vervangingsprocedure voor gereedschap
6. Druk op de RESET-knop
7. Selecteer op het scherm met machineparameters het type en de oriëntatie van het gereedschap waarvoor de wijzigingen op de machine zijn aangebracht.
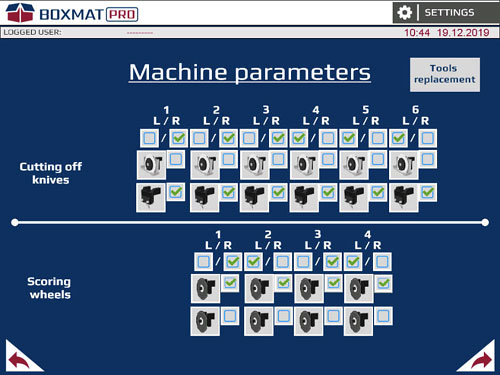
Afbeelding 61. Scherm voor machineparameters
Snijmodus
De procedure voor het snijden van de plank wordt hieronder beschreven:
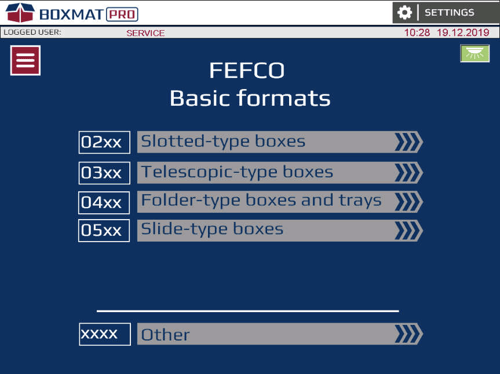
Afbeelding 62. "Scherm "BASISBEWERKINGEN
1. Selecteer in het hoofdscherm - het scherm BASISBEWERKINGEN - de knop ANDEREN.
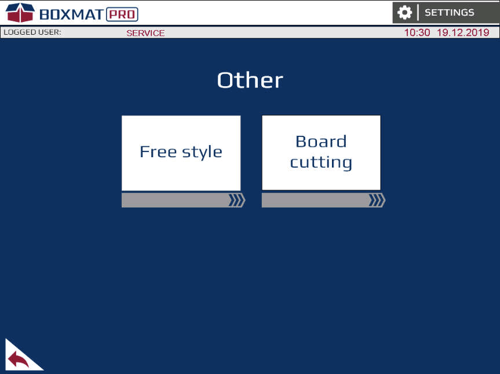
Afb. 63. "Scherm "Overige
2. Kies in het scherm "Overige" de knop voor het snijden van de plank.
3. Om de vorm te knippen, voert u de positiewaarde voor de begrenzer in en drukt u vervolgens op de SET-toets.
4. Stel de ingangsbuffers in op hun werkingsposities:
- Spreid de buffers uit elkaar, zodat beide zich op de uiteinden van de vorm bevinden en de derde zich in het midden boven de rol bevindt,
- stel de opening onder de buffer zo in dat er één vel karton in kan worden geplaatst, maar zorg er tegelijkertijd voor dat er geen twee vellen karton in kunnen worden geplaatst.
5. Stel de rechter begrenzer handmatig zo in dat deze bijna vastplakt aan de vorm, waarbij je een speling van 0,04" overlaat om te voorkomen dat de vormen klem komen te zitten tussen de begrenzers.
6. Voer de posities van de snijmessen, die overeenkomen met de breedtes van de uitvoerformulieren, in in de velden met de tekst CUTTING KNIVES / SET VALUES .
7. Nadat je de gewenste mesposities hebt ingevoerd, druk je op de knop SETUP (SPACING OF SCORES AND KNIVES).
De procedure voor het instellen van de groeven/scores en messen zal een verandering aangeven naar de back-light knop, gemarkeerd met SCORES EN MESSEN.
8. Nadat de afstand is ingesteld, laat je de snijmessen die verantwoordelijk zijn voor het snijden van de vorm zakken door op het pictogram van het betreffende mes te drukken. Het mes dat wordt neergelaten krijgt een groen vinkje.
9. Voer het aantal invoerformulieren in.
10. Leg een formulier op tafel en druk op de START-knop op het aanraakscherm.
11. Het einde van de cyclus vindt plaats nadat het ingestelde aantal invoerformulieren is voltooid of na het indrukken van de STOP-knop.
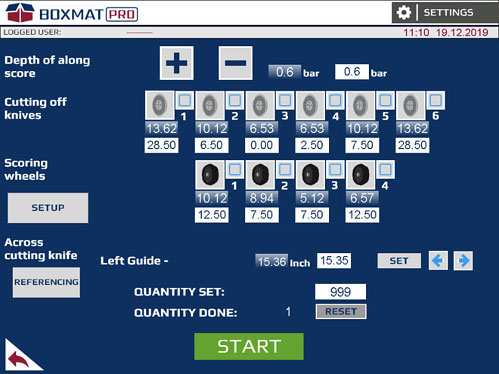
Fig. 64. Board snijscherm
Recepten - Beschrijving van het venster Recepten
Ga als volgt te werk om het receptenvenster te openen:
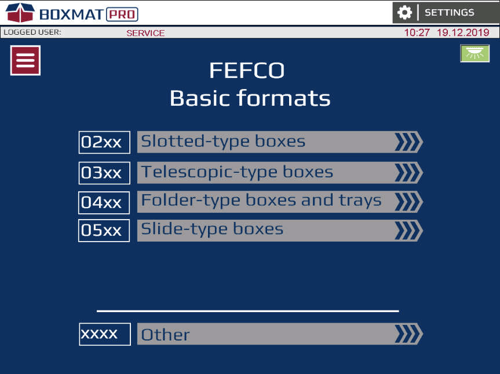
Afbeelding 65. "Scherm "BASISBEWERKINGEN
1. Selecteer in het hoofdscherm - het scherm BASISSTRUCTUREN - het pictogram Aanmelden
2. Selecteer in het aanmeldscherm de knop Recepten.

Afb. 66. De schermen voor Aanmelden, Recepten en Productiestatistieken
3. Selecteer in het scherm Aanmelden, formules en productiestatistieken de knop Recepten.
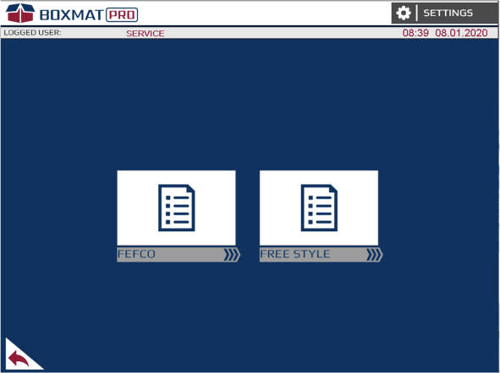
Afb. 67. De FEFCO-recepten en het selectiescherm ANY STYLE/FREE STYLE.
4. Selecteer in het scherm Recepten een van de beschikbare groepen recepten, zoals de FEFCO-recepten.
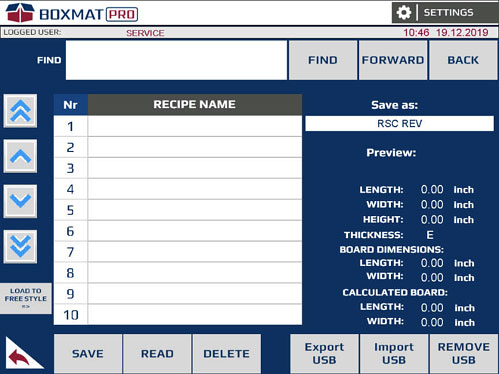
Afb. 68. Scherm met FEFCO-recepten
5. Het receptenscherm is verdeeld in twee hoofdgebieden:
- lijst met recepten en
- informatie over de opgeslagen stijl.
6. In het linkerdeel van het scherm staat een lijst met recepten met de recepten die door de gebruiker zijn gemaakt en knoppen om recepten op te slaan, te lezen en te verwijderen. Links van de lijst met recepten staan knoppen om door de receptenlijst te bladeren.
7. Het rechterdeel van het scherm toont basisinformatie over:
- de interne afmetingen van de opgeslagen doos (lengte, breedte, hoogte en dikte van het karton waarvan de doos is gemaakt) - Velden beschikbaar in de FEFCO RECIPES.
- de afmetingen van het invoerformulier (lengte, breedte).
- de afmeting van de berekende vorm (lengte, breedte).
8. Beschrijving van de velden en knoppen op het receptenscherm:
- USB-export - Een kopie van recepten maken op een draagbaar geheugen, zoals een pen-drive;
- USB importeren - Kopieën van recepten herstellen die zijn opgeslagen op een draagbaar geheugen, zoals een pen-drive;
- REMOVE USB - veilig verwijderen van een draagbaar geheugen, zoals een pen-drive;
- ZOEKEN - Zoeken op de naam van het recept, zoals opgegeven in het veld Zoeken;
- VOORUIT - In de receptenlijst vooruit zoeken naar een recept, met de naam die in het zoekveld is ingevoerd;
- ACHTERUIT - Achteruit zoeken in de receptenlijst naar een recept, met de naam die in het zoekveld is ingevoerd;
- OPSLAAN - Hiermee kan het recept in de receptenlijst worden opgeslagen;
- READ - Het recept laden en automatisch overbrengen naar het venster van de FEFCO-stijl of van de Vrije stijl;
- WISSEN - Hiermee verwijder je het geselecteerde recept uit de lijst met recepten. Houd de knop 1 seconde ingedrukt om het geselecteerde recept te verwijderen.
- SAVE AS - De juiste naam voor het aangemaakte stijlrecept;
- NAAR VRIJE STIJL LADEN - Kopieer het FEFCO-recept naar de vrije stijl (optie beschikbaar op het scherm FEFCO-recept);
- PREVIEW - Geeft het type recept weer.
Recepten - Een recept opslaan - FEFCO Style
De procedure voor het opslaan van recepten in de FEFCO Style is als volgt:
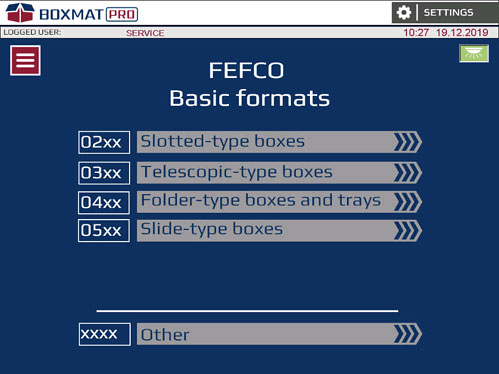
Afbeelding 69. "Scherm "BASISBEWERKINGEN
1. Selecteer in het hoofdscherm - het scherm BASISBEWERKINGEN - bijvoorbeeld 02xx Klepdozen.
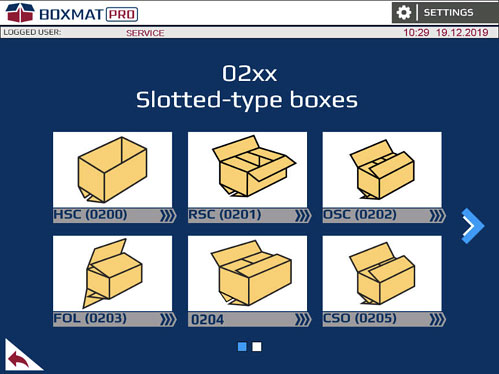
Fig. 70. Scherm 02xx Klepdozen
2. Kies vervolgens de stijl van het vak, bijv. RSC (0201)
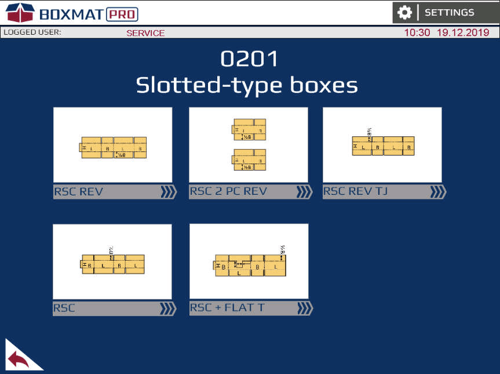
Afb. 71. 0201 stijl scherm
3. Selecteer het type formaat voor het vak, bijv. RSC
4. Nadat u de binnenafmetingen van de doos hebt ingevoerd, drukt u op de knop "SET LENGTH AND CURRENT FORM" (lengte en huidige vorm instellen), waarbij u de afmetingen van de invoervorm opgeeft en vervolgens, nadat u dit hebt bevestigd met de knop OK, "SET THE MACHINE" (de machine instellen).
Nadat het bericht "GEREED VOOR WERKEN" verschijnt, gebruikt u de knop met een witte pijl tegen een groene achtergrond die zich bovenaan het scherm van een bepaalde FEFCO Style bevindt, om het recept op te slaan in het geheugen van de machine.
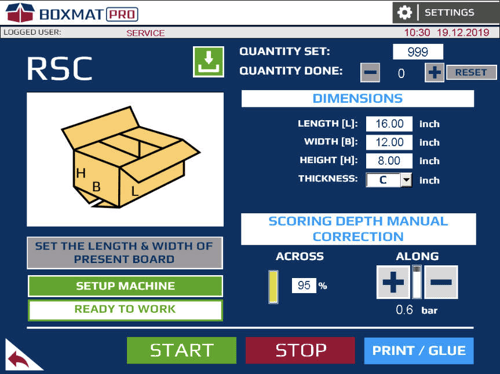
Afb. 72. Scherm met FEFCO-recepten
5. Nadat u op de knop hebt gedrukt, wordt het receptvenster voor de FEFCO-stijl automatisch geopend.
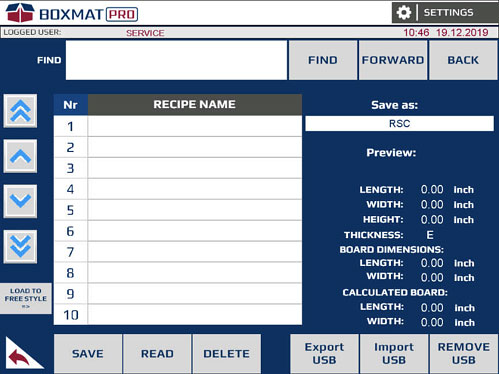
Fig. 73. Scherm met FEFCO-recepten
6. Voer vervolgens de naam van het recept in bij "Opslaan onder de naam", bijvoorbeeld "RSC".
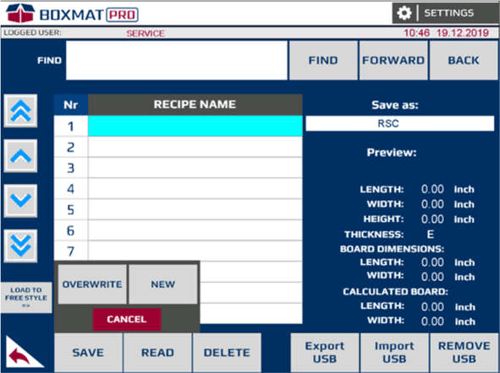
Afb. 74. Scherm met FEFCO Style-recepten
7. Om het recept onder een bepaalde naam op te slaan, druk je op de knop OPSLAAN en kies je vervolgens een van de twee beschikbare opties voor opslaan. De optie OVERWRITE vervangt het recept of een ander gemarkeerd gebied in de lijst. De optie NIEUW slaat het recept op als nieuw item in de FEFCO receptenlijst.
De optie OVERWRITE verwijdert de overschreven recept zonder de optie om het te herstellen.
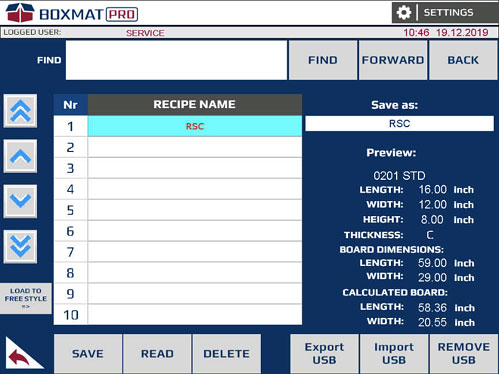
Afb. 75. Scherm FEFCO Style Recepten met een opgeslagen recept
8. De afbeelding toont een correct opgeslagen recept in FEFCO Style.
Recepten - Recepten besparen - Vrije stijl
De procedure voor het opslaan van recepten in de FREE Style is als volgt:
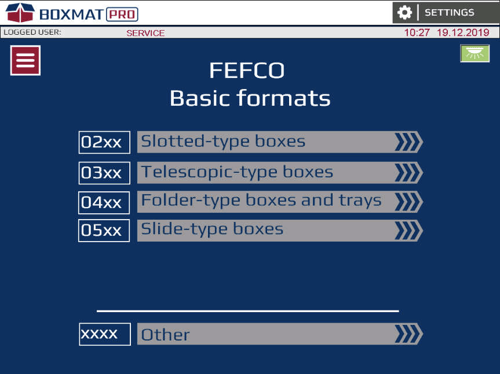
Fig. 76 Scherm "BASISBEWERKINGEN
Selecteer in het hoofdscherm - het scherm BASISBEWERKINGEN de knop ANDERE.
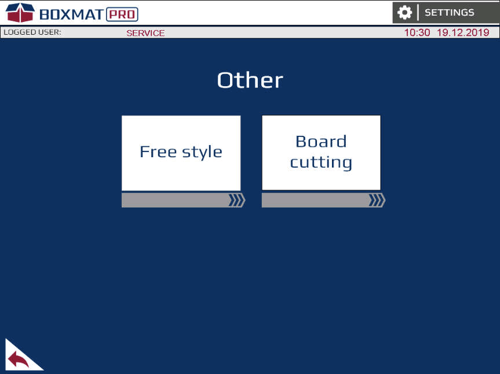
Afb. 77. Scherm "ANDEREN".
1. Kies in het scherm Overige de knop VRIJE STIJL.
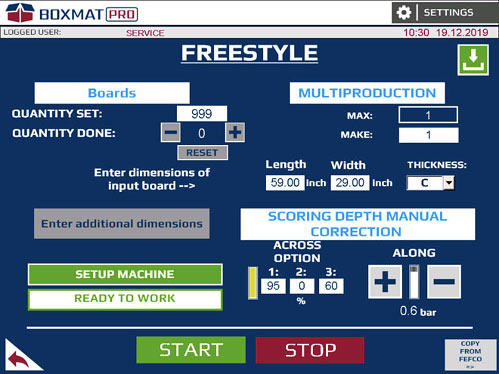
Afb. 78. Weergave van het scherm Vrije stijl
2. Voer de positiewaarden voor de gebruikte gereedschappen in en "SET THE MACHINE".
3. Druk vervolgens op de knop met de witte pijl tegen een groene achtergrond in de rechterbovenhoek van het scherm Free Style.
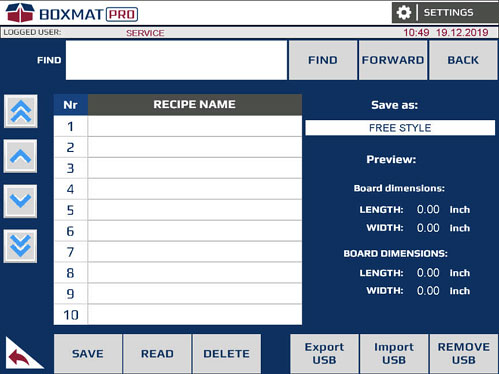
Afb. 79. Vrije stijl recepten scherm
4. Nadat je op de knop hebt gedrukt, wordt het receptvenster voor de vrije stijl automatisch geopend.
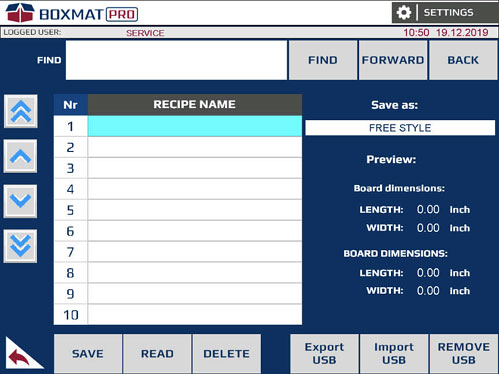
Afb. 80. Vrije stijl recepten scherm.
5. Voer vervolgens de naam van het recept in bij "Opslaan onder de naam".
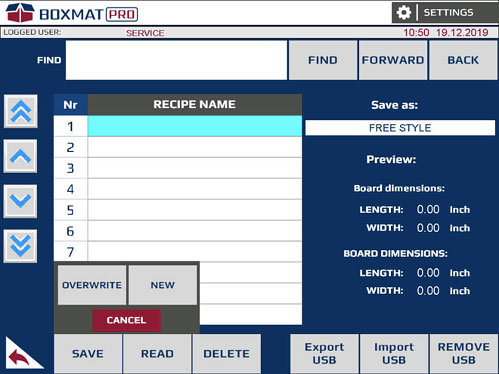
6. Om het recept onder een bepaalde naam op te slaan, druk je op de knop OPSLAAN en kies je vervolgens een van de twee beschikbare opties voor opslaan. De optie OVERWRITE vervangt het recept of een ander gemarkeerd gebied in de lijst. De optie NIEUW slaat het recept op als nieuw item in de lijst met Free Style recepten.
De optie OVERWRITE verwijdert de overschreven recept zonder de optie om het te herstellen.
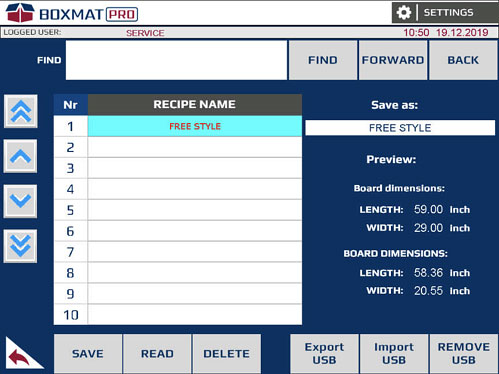
Afb. 82. Het scherm Vrije stijl recepten met een opgeslagen recept
8. Presenteert een correct geschreven recept in de Vrije Stijl.
Recepten - Recepten lezen
Hieronder volgt de procedure voor het laden van een recept:
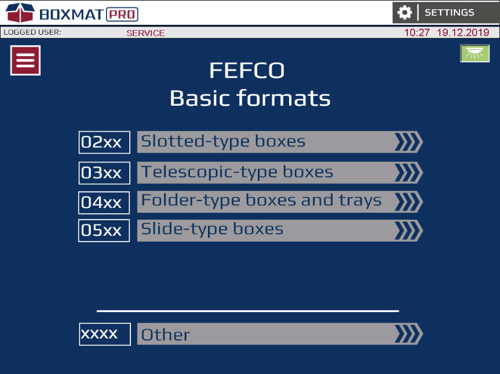
Afb. 83. "Scherm "BASISBEWERKINGEN
1. Selecteer in het hoofdscherm - het scherm BASISBEWERKINGEN - de toets MENU.
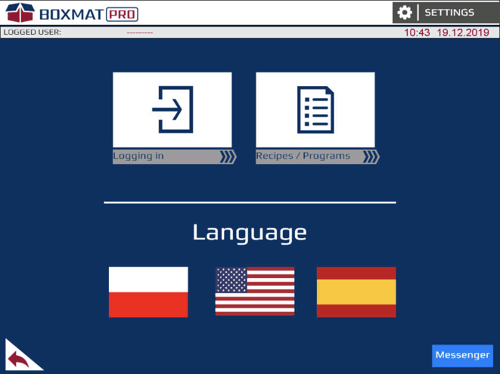
Afb. 84. De schermen voor Aanmelden, Recepten en Productiestatistieken
2. Selecteer in het scherm Aanmelden, formules en productiestatistieken de knop Recepten.
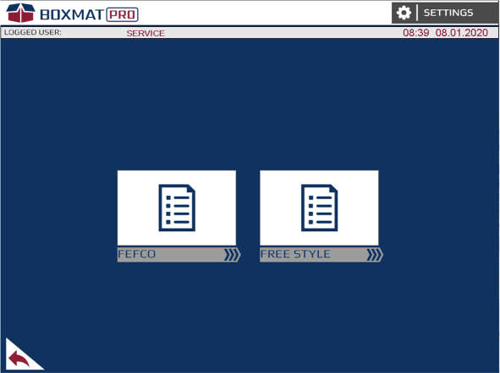
Afb. 85. Het selectiescherm FEFCO-recepten en het selectiescherm VRIJE STIJL
3. Om het recept van de FEFCO Style of Free Style te lezen, selecteert u het juiste pictogram.
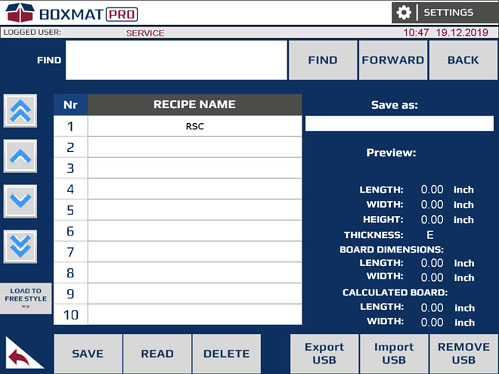
Afb. 86. Scherm voor FEFCO-recepten.
4. Selecteer het recept dat moet worden geladen. Het geselecteerde recept wordt blauw gemarkeerd.
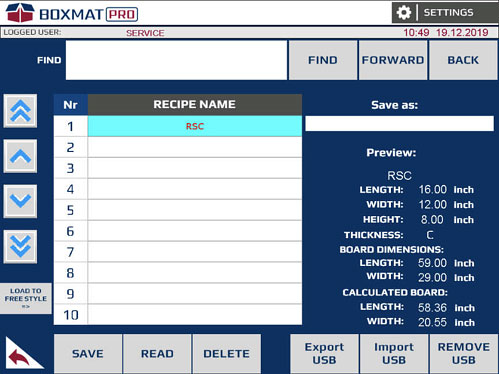
Afb. 87. Scherm met FEFCO-recepten
5. Druk vervolgens op de knop READ.
6. Na het laden van het recept brengt het systeem de gebruiker naar de momenteel geladen stijl uit de FEFCO recepten. Als de gebruiker echter formules uit het recept van de vrije stijl leest, gaat hij naar het scherm van de vrije stijl.
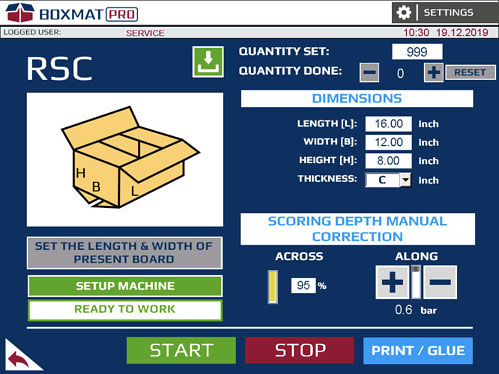
Afb. 88. Het RSC-scherm
Alarmen, foutmeldingen en storingen
Als de machine niet werkt wanneer dat nodig is, is er waarschijnlijk iets over het hoofd gezien. In dat geval worden foutmeldingen weergegeven op het HMI-paneel.
NOODSTOP - de machine werd gestopt door activering van de NOODSTOP-knop of een van de eindschakelaars op de beschermkappen. Om de reden van dit alarm te elimineren, moet u controleren of alle beschermkappen en behuizingen van de machine goed gesloten zijn of de noodstopschakelaar van de paddenstoel rechtsom draaien (hij wordt ontgrendeld). Druk vervolgens op de groene RESET-knop.
LAGE LUCHTDRUK - geen of een te lage luchtdruk in het pneumatische systeem. Zorg ervoor dat de machine is aangesloten op het persluchtsysteem met een geschikte druk en stel vervolgens een geschikte druk in de machine in door aan het reduceerventiel van het persluchtvoorbereidingssysteem te draaien.
TOO LOW AIR PRESSURE FOR SCORING WHEELS - te lage of te hoge luchtdruk voor longitudinale scores. Het alarm wordt gewist met de RESET knop.
ERROR SERVO DRIVE - BOARD - meldt het optreden van een alarm op de servoaandrijving van de rijmotor. Het alarm wordt gewist met de RESET-knop.
ERROR SERVO DRIVE - LEFT SCORING BEAM - signaleert het optreden van een alarm op de linker servoaandrijving van de scoringsbalkmotor. Het alarm wordt gewist met de RESET-toets.
ERROR SERVO DRIVE - RIGHT SCORING BEAM - signaleert het optreden van een alarm op de rechterservomotor van de scoringsbalk. Het alarm wordt gewist met de RESET-knop.
ERROR SERVO DRIVE - SCORING WHEELS EN KNIVES - signaleert het optreden van een alarm op de servoaandrijving van messen en scores. Het alarm wordt gewist met de RESET-knop.
ERROR SERVO DRIVE - ACROSS KNIFE - signaleert een probleem met de servoaandrijving van de dwarse mesmotor. Het alarm wordt gewist met de RESET-knop.
SCORING WHEELS SPACING FAULT - geeft aan dat er een probleem is met de nauwkeurige positionering van de scoringsrollen op de ingestelde posities. Het alarm wordt gewist met de RESET-knop op het touchscreen van de HMI.
KNIVES SPACING FAULT - signaleert een probleem met de precieze positionering van de langsmessen op de ingestelde posities. Het alarm wordt gewist met de RESET-knop op het HMI touchscreen.
FOUT TIJDENS REFERENTIE OF SPANNING VAN DE ALGEREEDSCHAPSLEPPER - signaleert een probleem met het richten of positioneren van de langsgeleider. Het alarm wordt gewist met de RESET-toets.
ERROR DURING REFERENCING OR POSITIONING THE ACROSS - geeft een probleem aan met het richten of positioneren van het dwarshoutgereedschap. Het alarm wordt gewist met de RESET-toets.
FOUT TIJDENS REFERENCEREN OF POSITIONEREN VAN DE SCORING BEAM - signaleert een probleem met het richten of positioneren van de scoringsstraal. Het alarm wordt gewist met de RESET-knop.
LEFT GUIDE SETUP FAULT - signaleert een probleem met de precieze positionering van de begrenzer in de ingestelde positie. Het alarm wordt gewist met de RESET-knop.
SLOTTING KNIVES SETUP FAULT - signaleert een probleem met de precieze positionering van de gleufmessen in de ingestelde positie. Het alarm wordt gewist met de RESET-knop.
SLOTMESSEN FOUT - EINDE POSITIE GEREIKT - geeft aan dat de machine tijdens het instellen de minimumpositie voor de gleufmessen heeft bereikt. Het alarm wordt gewist met de RESET-toets.
FOUT SPELMESSEN - SCORING BEAM NIET GEREFERENTIEERD - het instellen van de spleetmessen is mogelijk nadat de scorestraal is gericht. Het alarm wordt gewist met de RESET-toets
MACHINE SETTING FAULT - signaleert een verkeerde instelling van de machine voor de productiecyclus. Het alarm wordt gewist met de RESET-knop
NOT ENOUGH OF SCORING ROLLS - geeft aan dat het aantal longitudinale scoringstypes onvoldoende is voor een bepaald vak.
NOT ENOUGH OF ALONG CUTTING KNIVES - geeft aan dat het aantal lengtemessen onvoldoende is voor het maken van een bepaalde doos.
NOT POSSIBLE TO SET UP SCORING ROLL [1...8] - de afmetingen van het ingevoerde vak verhinderen de afstand tussen de scores in een bepaalde positie door de vereiste minimumafstand tussen de gereedschappen. Als deze melding zich voordoet, verander dan de oriëntatie van de gereedschappen of vergroot de afmetingen van de doos. De minimale afstand tussen de gereedschappen is opgenomen in de bijlage. Het alarm wordt gewist met de RESET knop.
SET POSITION OUTSIDE WORKING AREA - SCORING WHEEL [1...8] - signaleert de instelling van de lengtescore in een ontoegankelijke zone. Het alarm wordt gewist met de RESET knop
NOT POSSIBLE TO SET UP ALONG KNIFE [1...8] - afmetingen van de ingevoerde doos verhinderen de tussenruimte tussen de messen in een bepaalde positie omwille van de vereiste minimumafstand tussen de gereedschappen. Als deze melding verschijnt, verander dan de oriëntatie van de gereedschappen of vergroot de afmetingen van de doos. De minimale afstand tussen de gereedschappen wordt weergegeven in de bijlage. Het alarm wordt gewist met de RESET-knop.
SET POSITION OUTSIDE WORKING AREA - ALONG KNIFE [1...8] - signaleert de instelling van het langsmes in een ontoegankelijke zone. Het alarm wordt gewist met de RESET-knop.
CAN'T SETUP SCORING WHEELS - signaleert een poging om de longitudinale score in te stellen in een ontoegankelijk gebied. Het alarm wordt gewist met de RESET-knop.
CAN'T SETUP ALONG CUTTING KNIVES - signaleert een poging om het lengtemes in te stellen in een ontoegankelijk gebied. Het alarm wordt gewist met de RESET-knop.
FOUTEN GEGEVENS VOOR DE ACTIES VAN SCORING WHEELS - geeft een signaal wanneer de longitudinale actie te kort is voor de longitudinale score. Het alarm wordt gewist met de RESET knop.
WRONG DATA FOR THE ACTIONS OF ALONG KNIVES - signaleert een te korte longitudinale actie voor het longitudinale mes. Het alarm wordt gewist met de RESET knop.
WRONG DATA FOR THE ACTIONS OF ACROSS TOOL - signaleert een te korte dwarsactie voor het dwarsgereedschap. Het alarm wordt gewist met de RESET-toets.
GEEN SIGNAAL DAT HET OVERZIJDS MESSEN IN DE ONDERSTE POSITIE STAAT of GEEN SIGNAAL DAT HET OVERZIJDS MESSEN IN DE OPPOSITIE STAAT - geeft een onjuiste positie van het dwarse mes aan. Controleer de luchttoevoer naar de aandrijving, de werking van de inductieve sensor op de aandrijving en de mechanische werking van de aandrijving zonder luchttoevoer naar de aandrijving om de oorzaak te achterhalen. Het alarm wordt gewist met de RESET-knop.
SCORING WHEELS AND KNIVES SEARCH FAULT - er treedt een alarm op tijdens de zoekprocedure naar scores en messen. Controleer het aandrijfsysteem dat verantwoordelijk is voor de afstand tussen scores en messen. Het alarm wordt gewist met de RESET knop.
WRONG NUMBER OF BOARDS TO MAKE - signaleert een invoerformaat dat te kort is in verhouding tot het berekende formaat.
INPUT BOARD TOO SHORT - signaleert een ingangsformaat dat te kort is in verhouding tot het berekende formaat. Het alarm wordt gewist met de RESET-knop.
INPUT BOARD TOO NARROW - signaleert een ingangsformaat dat te smal is in verhouding tot het berekende formaat. Het alarm wordt gewist met de RESET-knop.
INPUT BOARD TOO LONG - geeft aan dat de lengte van het invoerformaat meer dan 354" is. Het alarm wordt gewist met de RESET-knop.
INPUT BOARD TOO WIDE - geeft aan dat de breedte van het ingangsformaat meer dan 94" is. Het alarm wordt gewist met de RESET-knop.
THERE IS PROBLEM WITH CARDBOARD MOVEMENT - signaleert het optreden van een alarm wanneer het formaat in de machine wegglijdt. Het alarm wordt gewist met de RESET-knop.
BOARD BINNEN HET MACHINE - het bericht verschijnt na het indrukken van de STARTtoets of de HOME-toets (de guillotineknop in het venster INSTELLINGEN) wanneer er een kartonnen doos of ander voorwerp onder de ingangs- of uitgangslasersensor staat die deze activeert. Het alarm wordt gewist met de RESET-toets.
NOODSTOP IS INGEDRUKT - CONTROL PANEL HMI of NOODSTOP IS INGEDRUKT - RECHTER of NOODSTOP IS INGEDRUKT - RECHTER ZIJDE - de berichten geven aan dat een van de veiligheidsschakelaars op de machine is ingedrukt. Het alarm wordt gewist met de RESET-knop.
SAFETY GUARD IS OPEN - LEFT FRONT of RIGHT FRONT of LEFT REAR of RIGHT REAR of LEFT REAR AT THE BOTTOM OF LEFT REAR AT THE BOTTOM - een bericht geeft aan dat de afdekkingen van de machine geopend zijn. Om het alarm te resetten, sluit u de afdekkingen en drukt u op de RESET-knop.
VENSTER IS GESLOTEN - LINKS of VENSTER IS GESLOTEN - RECHTS - het openen van een venster in de zijwand van de machine. Om het alarm te resetten, sluit u het open raam en drukt u op de RESET-knop.
REAR LEFT SAFETY GUARD NOT BLOCKED of REAR RIGHT SAFETY GUARD NOT BLOCKED - geeft aan dat het slot niet gesloten is. Druk op de RESET-knop om het alarm te resetten.
8.0 Onderhoud
Algemene opmerkingen
De machinebedieners kunnen gemakkelijk de meeste basisonderhoudstaken en preventieve inspecties uitvoeren omdat de machine ontworpen en gebouwd is om te werken met een minimum aan onderhoud om stilstandperiodes te beperken.
Sommige van de hierboven vermelde handelingen worden echter sterk aanbevolen om te worden uitgevoerd door gekwalificeerde en ervaren onderhoudstechnici van de fabrikant (dit geldt voornamelijk voor storingen aan de machine).
Complexe onderhouds- en reparatiewerkzaamheden mogen niet worden uitgevoerd zonder voorafgaande toestemming van de eigenaar of fabrikant.
Het wordt aanbevolen om een machinereparatielogboek bij te houden waarin datums en soorten reparaties en preventief onderhoud worden bijgehouden.
In geen geval mag iemand in de machine grijpen zonder alle voorzorgsmaatregelen te nemen om het risico uit te sluiten door alle elektrische en luchttoevoer af te sluiten.
Plaats vooral tijdens onderhoudswerkzaamheden of andere handmatige handelingen die nodig kunnen zijn tijdens preventieve inspecties geen lichaamsdelen in reële en te voorziene gevarenzones voordat u potentiële en te voorziene noodsituaties hebt geëlimineerd.
 LET OP: Werk uitgevoerd in de zones van voeden, snijden of scoren systemen moet zijn uitgevoerd alleen door gekwalificeerd gekwalificeerd personeel en alleen na nemen alle voorzorgsmaatregelen maatregelen. In de boven vermeld zones de hoogste niveau van potentiële lichaamsletsels is mogelijk.
LET OP: Werk uitgevoerd in de zones van voeden, snijden of scoren systemen moet zijn uitgevoerd alleen door gekwalificeerd gekwalificeerd personeel en alleen na nemen alle voorzorgsmaatregelen maatregelen. In de boven vermeld zones de hoogste niveau van potentiële lichaamsletsels is mogelijk.
Alle bedieners van de machine die onderhoud of preventieve activiteiten uitvoeren, moeten altijd beschermende kleding en antislip laarzen dragen om het risico van uitglijden/vallen te beperken.
Voordat werkzaamheden aan de machine uitvoert, altijd controleren of de manchetten goed dichtgeknoopt zijn, rond de polsen geritst zijn of netjes opgestopt zijn. Personeel moet er altijd aan denken om hun haar te beschermen tegen dat in de machine wordt getrokken door rollers en riemen.
Alle onderhoudswerkzaamheden of reparatiewerkzaamheden moeten uitsluitend worden uitgevoerd door gekwalificeerd personeel dat opgeleid is om machine storingen te interpreteren, schema's van geïnstalleerde systemen en engineering tekeningen kan lezen op zodanig dat alle mogelijke demontage of montage procedures verbonden met standaard onderhoud handelingen worden uitgevoerd professioneel en, vooral van veilig worden uitgevoerd.
![]() LET OP: Schakelkast inspectie en elektrisch systemen onderhoud kan zijn uitgevoerd alleen door gecertificeerd elektriciens met geldige training.
LET OP: Schakelkast inspectie en elektrisch systemen onderhoud kan zijn uitgevoerd alleen door gecertificeerd elektriciens met geldige training.
![]() LET OP: Onder geen omstandigheden moet elke van het onderhoud, repareren of preventief activiteiten zijn uitgevoerd wanneer de machine is werkt of is aangesloten op een stroom leveren eenheid.
LET OP: Onder geen omstandigheden moet elke van het onderhoud, repareren of preventief activiteiten zijn uitgevoerd wanneer de machine is werkt of is aangesloten op een stroom leveren eenheid.
Preventief programma, periodieke inspectie
OP HET BEGIN VAN ELKE DIENST CHECK ALS:
- werkruimte is schoon, helder en veilig;
- controleer de hoeveelheid van vaste verontreinigingen, lekken, en stof dat zich afzet in/op de machine en alle onderdelen, indien nodig reinig het met een stofzuiger of een persluchtpistool ;
- Maak de onderste messen schoon in het aanrecht;
- controleer visueel de sluiting van alle beschermkappen ;
- voldoende niveau van bliksem wordt geleverd aan de werkruimte ;
- controleer de doeltreffendheid van veiligheidsschakelaars (NOODSTOP ), eindschakelaars die beweegbare afdekkingen beschermen en veiligheidsvergrendelingen ;
- Controleer NA 100 WERKUREN van de machine - of wekelijks:
- correcte bevestiging en aanhalen van de dragende schroeven ; controleer de spanning van transportaandrijving riem;
- reinig het filter in de luchtvoorbereidingsconstructie
- Controleer NA 1,000 WERKEN UREN van de machine - of elke 3 maanden:
- controleer de doeltreffendheid van de elektrische schok bescherming
- controleer visueel de toestand van van mechanische onderdelen
- draai alle schroefverbindingen vast
- controleer de toestand van de basis contact elementen (schakelaars, relais), vervang elementen met versleten verbinding oppervlakken.
9.0 Arbeids- en veiligheidsregels
De ingebouwde veiligheidsvoorzieningen in de machine zijn ontworpen om eventuele storingen tot een minimum te beperken en om te garanderen dat aan de veiligheidseisen wordt voldaan om het risico op letsel tot een minimum te beperken door een hoog niveau van xml-ph-0030@dee te handhaven
De machine heeft veel geïntegreerde veiligheid functies voor de bescherming van operators en ander personeel waaronder:
- tijdvertraging brand bescherming;
- limiet schakelaars om te detecteren open/vast afdekkingen en afschermingen;
- veiligheidsslot met a grendel
- verval fase sensor;
- afdekkingen en afschermingen naar beschermen tegen beweegbare delen van de machine;
- gemakkelijk toegankelijk NOODGEVAL STOP knop geïnstalleerd op de hoofd bedieningspaneel;
- extra bescherming systemen geïmplementeerd in machine besturingsalgoritme om om te stoppen de machine in potentieel potentieel gevaarlijke situaties;
- de machine bouw ontworpen om te bieden de maximaal niveau van veiligheid voor zijn exploitanten.
Basisregels voor veiligheid
Kwesties die verband houden met veiligheid regels en de evaluatie van potentieel risico als gevolg van mens-machine contact zijn grondig behandeld in vorige hoofdstukken van deze service handleiding in soortgelijke situaties waren Echter, het belang van de veiligheid van het personeel is zo ingrijpend dat de fabrikant de informatie nog een keer hier heeft herhaald.
- Alle BOXMAT PRO operators moeten zijn bekend zijn met met algemeen veiligheid regels die worden toegepast in de industriële werkplek.
- Op Om naar uit te voeren de optimaal en veilig machine gebruik, deze servicehandleiding moet zijn lezen grondig en de gebruiker is strikt geadviseerd om te volgen alle de instructies met speciale aandacht op veiligheid en waarschuwing borden.
- De definitieve juridisch en financiële verantwoordelijkheden voor alle en alle potentiële gebeurtenissen afgeleid van . de onwetendheid van de tekst van deze service handleiding of de veiligheids en beroeps regels ligt op de koper. Het is VOLLEDIG EN ABSOLUUT VERPLICHT om te lezen en te volgen deze instructies te lezen en op te volgen.
- Op de basis van de tekst opgenomen in deze service handleiding en de kennis afgeleid van de fabrikant eigen product technologie ervaring, de koper is strikt verplicht om werken uit hun eigen WERK STATION INSTRUCTIES voor hun eigen machineoperators.
- Elke operator moet lezen de tekst van deze service handleiding voordat u enig werkzaamheden op de machine en moet lezen elke WERK INSTRUCTIE LEZEN.
- Onder geen omstandigheden mag de machine worden worden bediend door ongetraind personeel. De machine bedieners moeten zijn bekend zijn met met de gezondheid op het werk en veiligheid regels, en met a speciale focus op de risico gecreëerd door de machine.
- Periodiek preventief inspectie van de brand bescherming systeem moet zijn uitgevoerd in de worden gebruikt. machine. De koper is volledig verantwoordelijk voor het treffen van regelingen voor het uitvoeren van een dergelijke inspectie
- Volgens op de aanbevelingen aanbevelingen, de machine moet zijn worden geïnstalleerd in de industriële omgeving alleen.
- Leven bedreigend niveau van hoog vermogen netwerk spanning van 3 x 480 VAC, 50/60 Hz is geleverd naar de machine. Als a resultaat, alle service of preventieve activiteiten moeten zijn uitgevoerd alleen door goed opgeleid personeel met kwalificaties vereist door de wet.
- ONDER GEEN OMSTANDIGHEDEN mag enige maatregelen die leiden tot om de machine veiligheid status (zoals zoals blokkering master schakelaars of verwijderen schilden enz.) zijn uitgevoerd door de koper of exploitant
- Elke onderhoud of andere activiteiten uitgevoerd wanneer de machine is draait of wanneer op a verlaagd standaard van machine bescherming (terwijl de schilden zijn open of wanneer de veiligheid schakelaars zijn uitgeschakeld) moet zijn beperkt blijven tot een absoluut minimum voordat de volledige status van veiligheid is hersteld.
- ONDER GEEN OMSTANDIGHEDEN mag de machine zijn gemonteerd, gedemonteerd of getransporteerd door ongekwalificeerd personeel of die onbekend met de veiligheid regels opgenomen in deze service handleiding als de genoemde activiteiten kunnen leiden tot een ongeval of kunnen worden de oorzaak van financiële verliezen.
- De machine eerste opstarten moet zijn worden uitgevoerd in de aanwezigheid en onder de toezicht van de agenten van de contractor.
- De machine test procedure, geïmplementeerd altijd vóór de Koper is betreedt de fase van volledig gebruik van de machine, zal zijn uitgevoerd alleen door een bevoegd persoon.
- Elke verandering van elke deel, of gebruik, van de machine die is inconsistent met die beschreven in deze service handleiding kan leiden tot machine storingen of worden de oorzaak van een ongeval.
- De machine werkparameters waren vooraf ingesteld op door de Fabrikant in de meest optimale manier dankzij op de geïnstalleerde rollen, snijden of snijgereedschap en elektronisch besturing systemen. Elke verandering in de machine werken parameters zonder de Vervaardiging kennis en toestemming kan leiden tot een ongeval of slechte prestaties.
Veiligheidsvoorwaarden voor het personeel dat de machine rechtstreeks bedient
![]() LET OP: Naar voorkomen serieuze letsel, het is onmisbaar dat alle dekt en bewakers zijn bijgehouden in plaats naar beschermen personeel van de gevaren present van verhuizen assen, bladen, messen, enz. tijdens het bedienen van deze dozenmachine.
LET OP: Naar voorkomen serieuze letsel, het is onmisbaar dat alle dekt en bewakers zijn bijgehouden in plaats naar beschermen personeel van de gevaren present van verhuizen assen, bladen, messen, enz. tijdens het bedienen van deze dozenmachine.
- Het is geadviseerd dat alle en alle personeel dat werkt met deze of een andere machines moet zijn getraind en uitgerust om aan te bieden eerste hulp hulp aan alle personen in in geval van van vallen of ongevallen.
- De gebied rond deze of elke machine moet niet zijn geblokkeerd worden door obstakels of afval product tijdens zijn reguliere werk cyclus zoals dit kan struikelen kan veroorzaken, uitglijden, vallen of andere ongelukken veroorzaken.
- De NOODGEVAL STOP knop is ontworpen om te zijn ingedrukt op elk vooral wanneer een nood uitschakeling is onmiddellijk nodig is.
- ONDER GEEN OMSTANDIGHEDEN mag een bewegende onderdelen van de machine worden aanraken. wanneer werken.
- ONDER GEEN OMSTANDIGHEDEN mag een water op basis van brand brandblusser apparatuur zijn worden gebruikt op of in de buurt van de machine. Gebruik alleen gelicentieerd niet op water gebaseerde brandbestrijdingsmiddelen en brandgevaar bescherming producten.
- ONDER GEEN OMSTANDIGHEDEN mag een bewakers of afdekkingen zijn verwijderd tijdens machine werk cyclus.
- ONDER GEEN OMSTANDIGHEDEN mag de operators op staan of op klimmen op de afschermingen of afdekkingen.
- ONDER GEEN OMSTANDIGHEDEN mag de operators op staan of op klimmen op de afschermingen of afdekkingen.
- ONDER GEEN OMSTANDIGHEDEN mag elke olie, oplosmiddel of andere bijtend of giftige stoffen zijn toegestaan op in contact met de machine.
- ONDER GEEN OMSTANDIGHEDEN mag mobiele telefoons zijn worden gebruikt in de buurt van de machine direct omgeving.
- ONDER GEEN OMSTANDIGHEDEN mag naakt vlammen zijn worden gebruikt in de machine direct omgeving.
- ONDER GEEN OMSTANDIGHEDEN zou sigaretten zijn gerookt in de machine rechtstreeks omgeving.
- ONDER GEEN OMSTANDIGHEDEN mag alcohol zijn genuttigd in de machine direct omgeving noch mag personeel onder de onder invloed zijn van alcohol bedienen de machine bedienen.
- ONDER GEEN OMSTANDIGHEDEN mag personeel consumeren maaltijden op de machine direct omgeving.
- IT IS ESSENTIEEL om te gebruiken ALLE deksels en afschermingen ontworpen voor de machine.
- IT IS ESSENTIEEL dat alle ongevallen of machine storingen moet zijn onmiddellijk worden gemeld aan het management.
- IT IS ESSENTIEEL om te gebruiken geschikte werk kleding naar te beperken de mogelijkheid van te worden verstrikt of meegesleurd in de machine.
- HET IS ESSENTIEEL om beschermende handschoenen te dragen tijdens het bedienen van de machine.
- HET IS ESSENTIEEL om antislipschoenen en veiligheidsschoenen te dragen.
- HET IS ESSENTIEEL om haar bedekking te gebruiken om de mogelijkheid van worden blijft haken of getrokken in de machine.
- IT IS ESSENTIEEL om te houden de vloer rond de machine maak schoon en maak vrij van van alle puin en afval materiaal.
- HET IS ESSENTIEEL om te gebruiken gehoor bescherming te gebruiken.
- IT IS AANBEVOLEN om te gebruiken de NOODSTOP STOP knop wanneer er is a situatie waarbij de machine of de operator zijn op risico lopen.
- Onzorgvuldig behandeling van de machine tijdens transport en/of verplaatsing kan leiden tot ernstige verwondingen of ongelukken.
- Alleen geschikt opgeleid personeel dat neemt speciale uit voorzorg maatregelen kan bepaalde taken binnen de machine. In deze gebieden is er is verhoogd risico op ernstige verwondingen.
- Op geen tijd mag operators op op de machine klimmen.
- De schakelkast deuren moeten altijd zijn gesloten zijn zelfs als de machine is. niet in in werking is.
- De machine operators worden sterk geadviseerd om alleen te werken in de veilige werk die in onderstaande tekening is aangegeven:
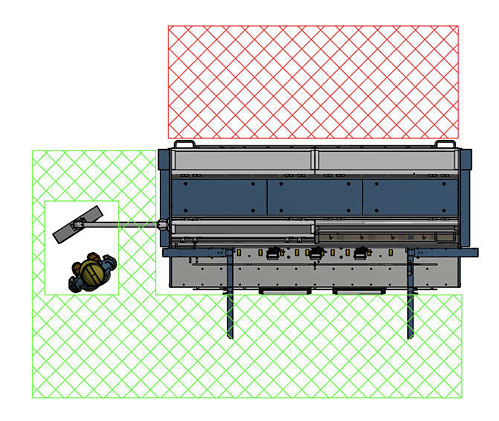
Fig.89. Toelaatbare grenzen van de werkzone tijdens een werkcyclus uitgevoerd door Boxmat PRO. Het gebied waarin de bedieners van de machine niet mogen verblijven en hun taken bij de machine niet mogen uitvoeren, werd gemarkeerd met een rode kleur - de vrije zone rond de machine moet minimaal 59" zijn.
Veiligheidsregels op de werkplek tijdens onderhoud, reparatie en preventieve activiteiten
- ONDER GEEN OMSTANDIGHEDEN mag een service, onderhoud of preventief maatregelen worden ondernomen zonder volledig afsluiting van het netwerk
- ONDER GEEN OMSTANDIGHEDEN mag de machine zijn gesmeerd worden, gereinigd of onderhouden terwijl het is in in bedrijf is.
- Schakelkast en elektrische systemen onderhoud kan worden uitgevoerd alleen door voldoende opgeleide en gekwalificeerd elektrotechnici.
- Onder geen omstandigheden mag de machine onderhoud worden worden uitgevoerd door ongekwalificeerd of onervaren ingenieurs die zijn onbekend zijn met de machine elektrische bedrading.
- Personeel dat uitvoert onderhoud activiteiten moet dragen geschikt beschermende kleding te dragen.
- Onder geen omstandigheden mag de elektrische systeem worden worden gewijzigd in op welke manier dan ook.
- De deuren van de controle systeem kast moet zijn altijd vergrendeld zijn en alleen bevoegd personeel mag hebben toegang tot de sleutel.
Samenvatting
Geschikt maatregelen moeten worden genomen tijdens machine gebruik, de transport en installatie procedures, en de reparatie, onderhoud en preventief routines, om te voorkomen de volgende situaties:
- De machine moet niet zijn gebruikt in geen enkele manier anders dan beschreven hierin beschreven;
- De machine moet niet zijn aangesloten elektrisch met minachting naar de bepalingen opgenomen hierin opgenomen bepalingen;
- De machine moet niet zijn gebruiken ongepast of worden gebruikt door ongetraind personeel;
- De machine moet niet zijn gebruiken met ongeschikte materialen;
- Er moet zijn voldoende geschikt onderhoud;
- Daar moet zijn geen ongeautoriseerde wijzigingen of wijzigingen door ongekwalificeerd of ongetraind personeel;
- Er mag Er mag geen gebruik worden gemaakt van niet-originele reserve onderdelen;
- Daar moet zijn geen personeel activiteiten in strijd met de wet en/of de regelgeving van toepassing op de werkplek, zoals evenals als de bepalingen opgenomen in deze servicehandleiding.
10.0 Elektrische documentatie
10.1 VERMOGEN LEVERING PARAMETERS - TECHNISCH GEGEVENSVoedingsspanning 3 x 480 VAC; 50/60 Hz
Besturing spanning 24 VDC
Maximaal vermogen verbruik 5,5 kW
10.2 LIJST VAN ELEKTRISCHE APPARATUURZie bijlage.
10.3 BEDRADING DIAGRAMZie bijlage.
11.0 Pneumatische documentatie
11.1. TECHNISCHE GEGEVENS
Werkdruk 0,6 - 0,8 MPa
Filtratienauwkeurigheid 20 μм
Vereiste klasse van activiteit van het werkmedium
4-4-4 volgens ISO8573-1 normen
11.2 WERKINGSPRINCIPE
Het werkmedium dat wordt ingevoerd in het systeem met de hulp van druk verminderen klep is onderwerp aan de eerste filtratie en dan de reductie procedure als gevolg aan die het wordt verminderd aan xml-ph-0030@deepl.in Vervolgens met de hulp van verdeelklep bestuurd door het elektropneumatisch systeem het medium wordt geleverd aan de adequate servomotor en als een resultaat de genoemde servomotor wordt in beweging gezet. Ten slotte zal de servomotor beweging de verplaatsing van scheermesje veroorzaken waardoor de lijm flap zal worden afgesneden.
![]() LET OP: De koper is sterk geadviseerd naar onderhouden de adequate 4-4-4 klasse van lucht netheid volgens naar ISO8573-1 vereisten zelfs hoewel de Fabrikant uitgerust de machine in de perslucht voorbereiding systeem.
LET OP: De koper is sterk geadviseerd naar onderhouden de adequate 4-4-4 klasse van lucht netheid volgens naar ISO8573-1 vereisten zelfs hoewel de Fabrikant uitgerust de machine in de perslucht voorbereiding systeem.
Het hierboven genoemde pneumatische systeem vereist geen een extreme hoeveelheid aandacht, wel is de gebruiker verplicht het niveau van condensatie water in perslucht filter tank periodiek te controleren. Als de aanwezigheid van water wordt gevonden, moet deze worden geleegd . Als de significante hoeveelheid vaste onzuiverheden in de tank wordt aangetroffen, moet de tank worden gedemonteerd, en vervolgens gereinigd met geschikte reinigingsmiddelen. Na het reinigen uit moet worden belucht met perslucht en opnieuw worden gemonteerd. De gedetailleerde beschrijving van persluchtsysteem kan worden gevonden in deel getiteld BESTURINGEN EN INDICATOREN BESCHIKBAAR voor OPERATOR.
11.4. SCHEMA PNEUMATISCH SYSTEEM
Zie bijlage.
12.0 Gebruik en machinebreuk
12.1 ALGEMENE OPMERKINGENIngevoerde wijzigingen in wet bepalingen of in proces normen, die niet eerder kon worden voorzien , kan worden de oorzaak van gebruik en machinebreuk. Deze kwestie geldt ook voor de machine vervangen of gerepareerde onderdelen en systemen. Bijgevolg is de koper als enige verantwoordelijk voor het uitvoeren van de hierboven vermelde procedures volgens de bindende bepalingen van wet. moet echter worden opgemerkt dat alle machineonderdelen volledig kunnen worden gerecycled .
12.2 AFVALMATERIAAL
Gevaarlijk afval moet altijd worden gebruikt door de bedrijven die zijn gespecialiseerd in het omgaan met dit soort van kwestie op een regelmatige basis. De gedetailleerde lijst van soort van afval geproduceerd door de machine in xml-ph-0030@deepl.int
- karton, golfkarton en andere afvalproducten ;
- versleten reserveonderdelen , die zijn onderverdeeld in soorten van materiaal waarvan ze zijn gemaakt.
- Alle afval materiaal afkomstig van van machine onderdelen' vervanging of onderhoud zelfs gedeeltelijk vervuild door vet kan niet worden weggegooid samen met het industriële afval producten.
![]() LET OP: Het is strikt verboden naar plaats gevaarlijk rechtstreeks afval in de afval containers of gebruik de gemeentelijke afvalinzamelaars weggooien ervan.
LET OP: Het is strikt verboden naar plaats gevaarlijk rechtstreeks afval in de afval containers of gebruik de gemeentelijke afvalinzamelaars weggooien ervan.
12.3 FASEN VAN ONTBINDING PROCEDURE TENUITVOERLEGGING VOOR MACHINEBREKEN
- Gebruik MASTER SWITCH om de machine uit te schakelen;
- Machine moet geplaatst worden in stabiele positie op de vloer..;
- Koppel de machine los van zowel pneumatische als elektrische stroombronnen ;
- Maak los van de machine en demonteer beide werk tafels (als ze waren besteld);
- Ontkoppel de flexibele verbindingen gemaakt van plastic en rubber, gebruik ze dan met de hulp van bedrijven die zijn gespecialiseerd in het omgaan met dit soort afval;
- Koppel bedradingssystemen en elektrische apparatuur en los en gebruik ze vervolgens met de hulp van bedrijven die gespecialiseerd in omgaan met dit soort afval.
- Verdeel metaal afval in staal en non-ferro en dan breek ze voor schroot met de hulp van bedrijven die zijn gespecialiseerd in omgaan met dit soort afval.
13.0 Behuizingen
Beoordelingsplaat