Deze handleiding is bedoeld als leidraad bij het gebruik van het Moduline Gen II Multi Sealer lasapparaat. Volg de aanbevelingen en specificaties nauwkeurig op voor optimale prestaties van uw lasapparaat.
Inhoudsopgave
- Hoofdstuk 1: Beoogd gebruik
- Hoofdstuk 2: Elektrische en luchtvereisten
- Hoofdstuk 3: Uitleg van waarschuwingen
- Hoofdstuk 4: Principes van Heat Sealing
- Hoofdstuk 5: Opstartprocedure
- Hoofdstuk 6: Afsluitprocedure
- Hoofdstuk 7: Aanpassingen aan het verwarmingssysteem
- Hoofdstuk 8: Definitie van controles
- Hoofdstuk 9: Definitie van pneumatiek
- Hoofdstuk 10: Definitie van componenten
- Hoofdstuk 11: Afwikkelstand
- Hoofdstuk 12: Schermafbeeldingen
- Hoofdstuk 13: Onderhoud
- Hoofdstuk 14: Problemen oplossen
- Hoofdstuk 15: Reserveonderdelen
- Hoofdstuk 16: Tips voor lassen
Bel voor meer technische informatie over deze machine ons Resolution Center op 1-855-888-WELD of stuur een e-mail naar service@weldmaster.com.
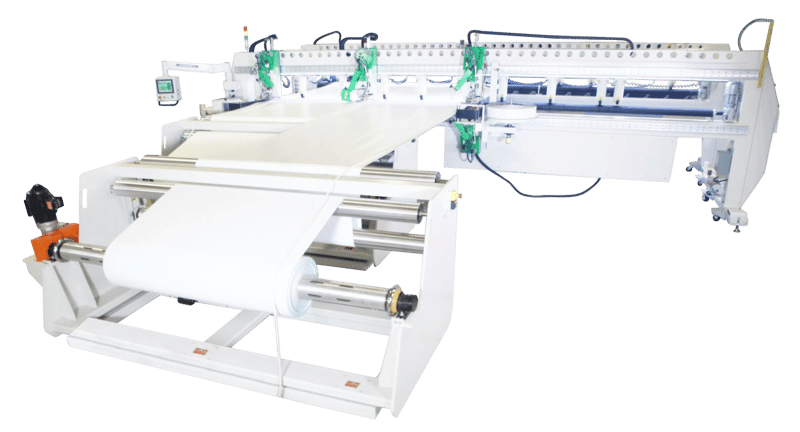
1.0 Beoogd gebruik
De Miller Weldmaster Moduline Gen II Multi Sealer is bedoeld om heat lasbare thermische kunststoffen zoals af te dichten:
- Niet-geweven polypropyleen
- Vinyl (PVC) gelamineerde stoffen
- Vinyl (PVC) gecoat stoffen
- Vinyl (PVC) films
- Polyurethaan (PU) gecoat stoffen
- Polyurethaan (PU) films
- Polypropyleen (PP) gecoat stoffen
- Polyethyleen (PE)
- Thermoplastisch Rubber (TPR) film
- Thermoplastisch Rubber (TPR) stoffen
- Stijf Uitgedreven Producten
De fabrikant keurt van geen ander gebruik voor deze machine goed.
De fabrikant keurt niet goed van het verwijderen van van enige veiligheid bewakers terwijl de Moduline Gen II Multi Sealer in gebruik is .
De fabrikant keurt van niet goed niet-toegestane wijziging van Moduline Gen II Multi Sealer.
Alleen een goed opgeleide technicus mag de Moduline Gen II Multi Sealer bedienen.
Alleen een goed opgeleide technicus mag routineonderhoud uitvoeren aan de Moduline Gen II Multi Sealer.
Alleen een goed opgeleide technicus mag reparaties uitvoeren aan de Moduline Gen II Multi Sealer.
Sealer alleen door de fabrikant goedgekeurde vervangingsonderdelen zijn om te worden gebruikt voor de Moduline Gen II Multi Sealer.
De fabrikant zal niet aansprakelijk worden gesteld voor enige schade of letsel optredend als gevolg van enig oneigenlijk gebruik van dit apparaat.
2.0 Elektrische en luchtvereisten
Waarschuwing! Alleen een gekwalificeerde elektricien mag de elektrische stroom aansluiten.
Elektrisch leveren:
De Moduline Gen II Multi Sealer heeft de volgende elektrische vereisten:
- 220 Volt
- 50/60 Hz
- 125 Ampère
- 3 Fase
Winkel Lucht Toevoer:
De Moduline Gen II Multi Sealer is inclusief een in-shop luchttoevoer ventiel waarmee snel aansluit en loskoppelt om uw winkel lucht toevoer. Vanwege het aantal van verschillende stijl luchtvaartmaatschappij connectoren, is een mannelijke snelkoppeling niet inbegrepen. U zal willen selecteer een mannelijke snelkoppeling aansluiten met een ¼ inch NPT (National Pipe xml-ph-0031@d
De Moduline Gen II Multi Sealer vereist de volgende winkel lucht vereisten:
- Minimaal van 100 psi op 10 kubieke voet per minuut.
3.0 Uitleg van waarschuwingen
Er zijn verschillende verschillende waarschuwingssymbolen symbolen geplaatst op de Miller Weldmaster Moduline
Gen II Multi Sealer. Deze symbolen zijn om de operator te waarschuwen voor potentieel gevaarlijke gebieden op de machine. Maak uzelf vertrouwd met hun plaatsing en betekenis.
Let op Heet:

Het symbool "Let op: Heet" is geplaatst op een bescherming in de buurt van hete oppervlakken.
Let op: Vergrendeling:
De sticker "Let op: Lockout" is geplaatst in de buurt van de opening van de kast en alle toegang panelen.
Waarschuwing: Bewegend Onderdelen:
De "Waarschuwing: Bewegende onderdelen" sticker is geplaatst op door de gehele machine. Wees bewust van aanhangsels rond bewegende onderdelen terwijl machine in beweging is.
Waarschuwing: Houd Handen Vrij:
De "Waarschuwing: Houd Handen Uit de buurt" sticker is geplaatst op de Verwarmer Assemblage. Om te voorkomen dat knelt of brandwonden oploopt, wees altijd bewust van de locatie van uw handen .
Let op: Elektriciteit:

De sticker "Let op: Elektriciteit" is geplaatst in de buurt van gebieden die componenten bevatten. De stroom moet worden verwijderd voordat een kastdeur wordt geopend.
Attentie: Lucht Compressor:

De "Attentie: Luchtcompressor " sticker is geplaatst op de luchtcompressoren . Deze zijn op plaats om operators te herinneren aan preventief onderhoud.
Gevaar: Knijpen Punten:

Het symbool "Gevaar: Knellende Punten" is geplaatst in de buurt van alle potentiële knelpunten . Plaats geen lichaamsdelen in de buurt van deze secties van de machine terwijl de machine draait.
Veiligheidsaanwijzingen
Stel het materiaal niet af terwijl de machine in beweging is. Houd handen, lang haar, losse kleding en artikelen zoals stropdassen uit de buurt van de rollers met knelpunten om te voorkomen dat u verstrikt raakt en bekneld raakt, waardoor lichaamsdelen of kleding bekneld kunnen raken en ernstig letsel kan ontstaan. Zorg voor voldoende ruimte rond de machine voor een veilige en effectieve werking. De machine moet stilstaan en bewegende delen moeten geblokkeerd zijn voordat er schoonmaak-, olie-, afstel-, reparatie- of onderhoudswerkzaamheden worden uitgevoerd aan enig onderdeel van de machine.
Draag altijd persoonlijke beschermingsmiddelen. (PBM) verwijst naar beschermende kleding, helmen, brillen of andere kleding die ontworpen is om het lichaam van de drager te beschermen tegen letsel.
4.0 Principes van Heat Sealing
Hete lucht:
De warmte die nodig heeft voor het lassen wordt elektrisch gecreëerd door twee verwarmingselementen die zich in verwarmingselement behuizing bevinden. De hete lucht temperatuur varieert van 100 tot 1350 graden Fahrenheit xml-ph-0030@de
Snelheid:
De snelheid van de lasrollen bepaalt de hoeveelheid van tijd de warmte wordt toegepast op het materiaal dat wordt gelast . Hoe langzamer de snelheid instelt hoe meer het materiaal zal worden verwarmd . Om de beste las te bereiken, moet een minimale hoeveelheid van warmte worden toegepast op het materiaal terwijl nog steeds een volledige las bereikt. Te veel warmte zal vervorming van het materiaal veroorzaken terwijl xml-ph-00
Druk:
De druk van de lasrol is de laatste stap bij het maken van een las. De druk van de lasrol drukt het verwarmde materiaal samen het voltooien van het lasproces .
Samenvatting:
Bij het thermisch sealen, de juiste combinatie van warmte, snelheid en druk zal u in staat stellen een goed gelaste naad te bereiken.
5.0 Opstartprocedure
Start Opstarten Procedure
- Zorg ervoor dat alle kastdeuren gesloten en vergrendeld zijn.
- Zorg ervoor dat alle veiligheids beveiligingen op plaats zijn.
- Draai de in de winkel luchttoevoer klep naar de open positie.
- Draai de hoofdschakelaar voeding naar de aan positie.
- Druk op de blauwe knop reset .
- Controleer op de juiste uitlijning van van de las rollen. Maak eventueel aanpassingen .
- Controleer op de juiste uitlijning van van van de stofgeleiders . Maak eventuele aanpassingen die nodig zijn.
- Zet aan de verwarm en pas de temperatuur aan de gewenste temperatuur.
- Controleer op juiste afstelling van de verwarmingssproeiers systeem .
- Draai de zwenk knop naar de op positie.
- Draai de knop motor naar de stand op .
- Laad al het materiaal dat nodig heeft voor uw lasbewerking op de afrol staanders.
- Plaats op de juiste manier het materiaal door de machine vanaf de afroller stand(en).
- Zodra materiaal naar de cel met de trekker rollen, gebruik de HMI om de trekker rollen te sluiten.
- Zet aan eventuele resterende functies die nodig zullen zijn voor het lasproces .
- Uw machine is nu voorbereid om te lassen!
6.0 Uitschakelprocedure
Sluit Afsluiten Procedure
- Klem het materiaal aan de uitgang einde van de machine. Dit zorgt ervoor dat het materiaal in de juiste positie zal zijn voor de volgende productie.
- Zorg ervoor dat de knop warmte uit staat . De temperatuur moet beginnen te dalen .
- De machine zal niet uitschakelen uit onmiddellijk uitschakelen! De compressoren zullen doorlopen een 3 minuten durende afkoelingscyclus cyclus om de warmte elementen af te laten koelen . Deze zal vervolgens uitschakelen .
- Zorg ervoor dat de spanning van de afwikkelt worden vrijgegeven door vooruit of achteruit jogging de afwikkelen. Deze zal ervoor zorgen dat het materiaal niet trekt uit van de machine of gidsen wanneer het circuit xml-ph
- Nadat de compressoren hebben uitgeschakeld , draai de hoofdstroom ontkoppelen naar de uit positie.
- Nadat de machine heeft afgesloten, draai de in-shop lucht toevoer klep naar de off positie.
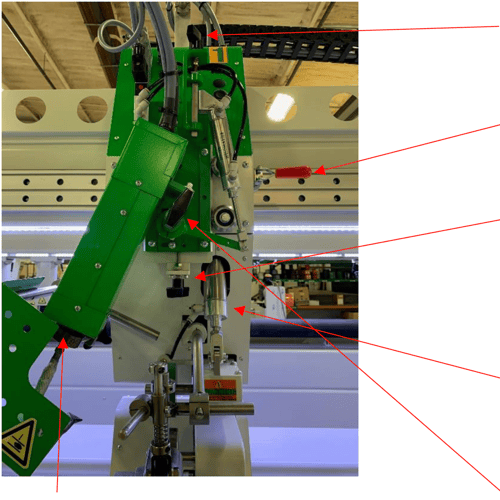
Zijdelingse spuitmondafstelling: Verplaatst het spuitmondstuk naar links en rechts ten opzichte van de lasrollen.
Hoofdvergrendelingsklem: Vergrendelt de hoofdeenheid in de juiste laspositie.
Aanpassing sproeier omhoog en omlaag: Verplaatst de sproeier omhoog en omlaag. Door de knop voor het verstellen van de sproeier met de klok mee te draaien, gaat de sproeier omhoog. Door de knop tegen de klok in te draaien, gaat de sproeier omlaag.
Luchtcilinder bovenste eenheid: Beweegt de bovenste eenheid op en neer door druk uit te oefenen op de onderste lasrollen.
Aanpassing sproeier in en uit: Verplaatst de sproeier in en uit. Als je de verstelknop met de klok mee draait, beweeg je de sproeier naar binnen en tegen de klok in naar buiten.
Klem mondstuk: Zet het mondstuk vast op de behuizing van het dubbele element.
Opmerking: De groefzijde van de sproeiklem moet naar boven gericht zijn in de richting van de behuizing van het dubbele element.

8.0 Definitie van controles

Hoofd Stroom Uitschakelen: koppelt de machine los van de stroombron als nodig is. Dit is ook de vergrendeling uit tag uit punt voor de elektrische bron op de machine.

Noodgevallen Stop: Deze wordt gebruikt in een noodgeval alleen. Deze zal alle functies van de machine stoppen en het naar een veilige staat brengen. Deze zal stroom uit naar elk bewegend deel van de x

Reset Knop: Deze knop wordt gebruikt telkens als de machine wordt ingeschakeld op in de ochtend of een noodstop knop is ingedrukt . Deze is om aan te geven dat de machine vrij is en kan starten.

Start Knop: Start beweging naar de machine.
Pauze Knop: Pauzeert de machine van draaien.

Weld Roller Open/Close: opent en sluit de las rollen voor de specifieke kop. Er is ook een open sluit knop gelegen op elke individuele kop.

Jog Vooruit: Deze knop zal de afwikkelrollen vooruit, of in de richting van materiaal bewegen.
Jog Achteruit: Met deze knop jogt de rollen in achteruit, of in de tegenovergestelde richting van materiaal reizen.
Rand Gids Uit/Aan: Deze schakelaar activeert de foto oog en lineaire actuator.

Over/onder: Deze schakelaar zal bepalen hoe het materiaal betaalt af het afrolt. Met deze kunt u het materiaal laden op welke manier dan ook.
Boven/onder Lassen Rol Snelheid Regeling: Met deze bediening kunt u de snelheid van de bovenste en de onderste lasrollen aanpassen. Dit zorgt voor een goede las.

Handmatig Snijden Knop: Wanneer wordt ingedrukt zal de knop manual cut de cutter in motion sturen binnen het ingestelde bereik.
Lassen Rol Druk: Het doel van de lasroldruk regelaar is om de hoeveelheid van pneumatische druk tussen de lasrollen te variëren.
Mondstuk Zwenken: Regelt de hoeveelheid lucht druk gebruikt om zwaai de sproeier in en uit.
Boven Koppeling Druk: Past koppel toe op de bovenste lasrol . Of het verhoogt de snelheid van de bovenste lasrol . Deze wordt gebruikt om te helpen het materiaal te controleren.
Lager Koppeling Druk: Past koppel toe op de onderste lasrol . Of het verhoogt de snelheid van de onderste lasrol . Deze wordt gebruikt om te helpen het materiaal te controleren.
Koeler Druk: De Chiller Druk, regelt de hoeveelheid lucht druk toegevoerd aan de Chiller.
Danser Druk: Deze regelaar regelt de hoeveelheid van spanning op de opwaartse en neerwaartse druk van de danser rol op de afwikkel stand. Deze wordt gebruikt om web spanning in de machine te handhaven terwijl xml-ph-0031@d
Trekker Druk: Het doel van de trekker drukregelaar is om de hoeveelheid van pneumatische druk tussen de trekkers te variëren.
Koud pistolen: Het doel van het koude pistool druk regelaar is om de hoeveelheid van pneumatische druk variëren van de koude pistolen wanneer in gebruik tijdens lassen.
10.0 Definitie van componenten

Ontspannen Tribune: De afwikkelstandaards zijn ontworpen voor om af te wikkelen het materiaal met een gecontroleerde snelheid van snelheid om voor materiaal spanning in de laskoppen toe te laten.

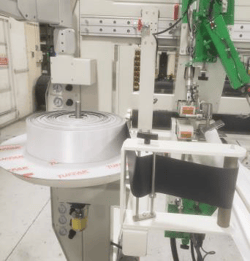
Automatisch Materiaal Snijder: De automatische materiaalsnijder assemblage is ontworpen om materiaal af te snijden op elke lengte die de operator wenst.
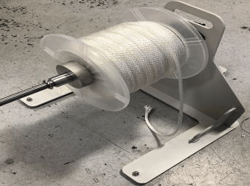
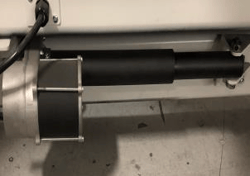
Touw Afwikkelen Standaard: Deze standaard zorgt ervoor dat het touw materiaal correct afwikkelt en soepel gaat in de laskoppen .
Keder pay-off: De Keder payoff dient als een manier om Keder materiaal soepel in de geleiding van de laskop te verspreiden.

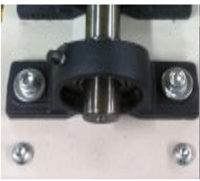
Trekker Frame: De output trekkers zijn uitgerust met een aangedreven nip rol. De bovenste nip rol zal openen en sluiten.
Beelden Teller: Wanneer op staat kan de machine tellen hoeveel materiaal heeft gelopen.

Foto Oog: Dit apparaat wordt gebruikt op een lineaire geactiveerde afrolbare standaard om te helpen het materiaal voortdurend te volgen op dezelfde plaats.
Lineair Actuator: Wordt gebruikt om te verplaatsen de af te wikkelen te staan om te onderhouden materiaal te plaatsen. Deze werkt direct met de foto oog te onderhouden de te volgen van het materiaal.
Chiller: Wanneer geactiveerd zal gebruikt worden om materiaal niet oververhit te laten raken.
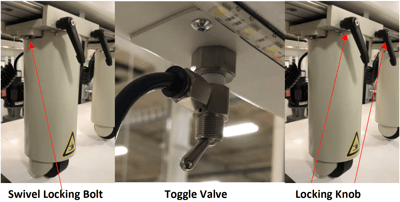
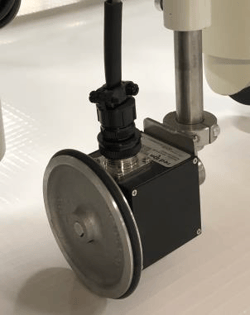
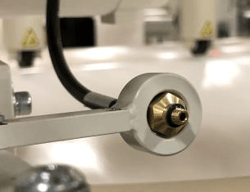
Trekker Frame Onderdelen: oefent druk uit op een rol die het materiaal door de machine trekt. Door de draaibare vergrendelingsbout los te draaien, kan het wiel van de trekker naar rechts en naar links draaien voor een betere controle van het materiaal.De vergrendelingsknop vergrendelt het trekkersysteem op zijn plaats. Eenmaal op de juiste plaats sluit de trekker wiel met de knevel klep.
11.0 Afwikkelstandaard
Veiligheid Klauwplaat: Met de veiligheidsspankop kan snel van materiaal worden gewisseld. Door op de bovenkant van de veiligheidsspankop laten we het vastklikken open zodat de as kan worden verwijderd of kan worden geplaatst. Zodra de as is geplaatst druk tegen de bovenkant van de veiligheidshouder om te sluiten.
Verwijderen de as: Om te verwijderen moet de as je de veiligheid klauwplaat boven dood naar open. Om te openen draai de as naar waar de opening van de veiligheid klauwplaat is boven dood midden. Vervolgens moet u de draai hendel openen. Zodra beide veiligheidsklauwen geopend zijn, gebruikt u een kraan of een vorkheftruck om de as te verwijderen.
12.0 Schermafbeeldingen
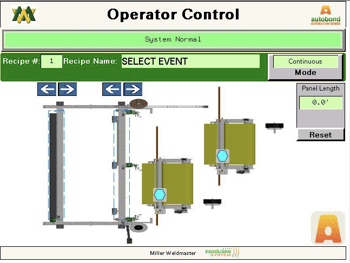
Exploitant Controle Scherm: Dit is het hoofdscherm de operator zal gebruiken; dit is het beginscherm de machine zal laden.
Recept #/Naam: Geeft het huidige 1 recept weer.
Paneel Lengte: Het nummer bovenaan toont de huidige paneellengte . Het nummer onderaan is het instelpunt voor het paneel, dit is aangepast in het Recept Actief scherm.
Resetten: Deze knop zal de telling van de encoder resetten voor het huidige paneel.
Modus: Zal weergeven aan de operator de huidige modus de machine draait:
Continu- De machine blijft draaien tot pauze of E-stop knop wordt ingedrukt .
Ren Naar Stel in Punt: De machine draait tot een specifieke lengte ingesteld door de operator.
Batch: De machine zal automatisch uitvoeren een specifiek aantal van batches.
Om machineparameters te wijzigen, moet je aangemeld zijn als de Operator;
Gebruikersnaam: oper
Wachtwoord: 6789
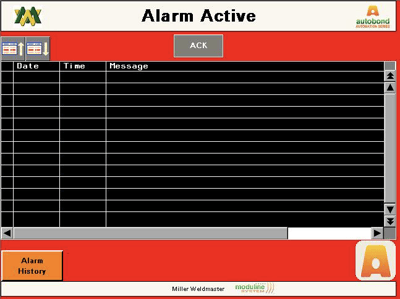
Alarm Actief Scherm: Dit toont de huidige actieve alarmen, indien aanwezig.
Ack: Deze knop wordt gebruikt om actieve alarmen te bevestigen.
Alarm Geschiedenis: Dit wordt gebruikt om op te halen elke en alle oude alarmen ooit aanwezig op de machine.
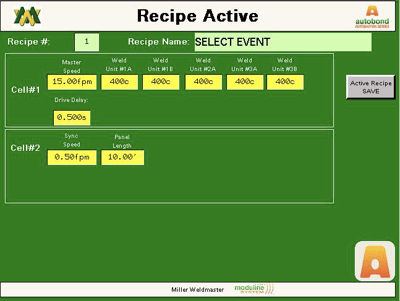
Recept Actief Scherm: Toont alle de huidige parameters voor het geselecteerde recept.
Recept #/Naam: Dit toont het huidige recept op nummer en op naam.
Actief Recept Opslaan: Als u op deze knop drukt, slaat alle huidige parameters op voor het huidige recept.
Aandrijving Vertraging: Is de hoeveelheid van tijd tussen de start van uw laskop en de mondstukken te zwenken in voordat het lassen gehouden zal beginnen.
Lassen Eenheid # 1-3 Dit is de temperatuur instellen punt we zijn instellen elke lassen hoofd op.
Cel #1 Master Snelheid: Regelt de algehele snelheid van de machine .
Cel #2 Paneel Lengte: Met deze kunt u instellen de gewenste paneellengte voor elk recept.
Cel #2 Sync Snelheid: Deze snelheid is slaved off of de master snelheid.
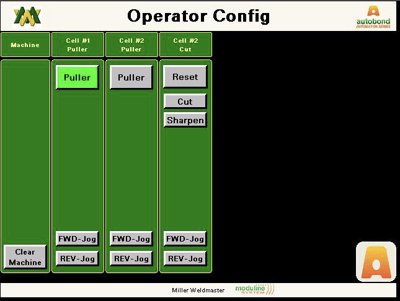
Exploitant Configuratie Scherm: Toont elke cel met hun passende functies.
Duidelijk Machine: Zal openen de las rollen, puller, en draait uit de warmte systemen.
Cel #1 Trekker: Wanneer verlicht is, zal deze activeren de trekker op cel #1
Cel #2 Trekker: Wanneer verlicht is, zal deze activeren de trekker op cel #2
VOORUIT/ACHTERUIT Joggen: Met deze knoppen jogt de cel vooruit of achteruit.
Cel #2 Knippen:
Reset: Deze stuurt de frees naar de thuis positie als gestopt is tijdens de cyclus.
Snijden: Met zet je de snijder in beweging.
Verscherpen: Met kan de frees laten draaien terwijl de operator de slijper indrukt.
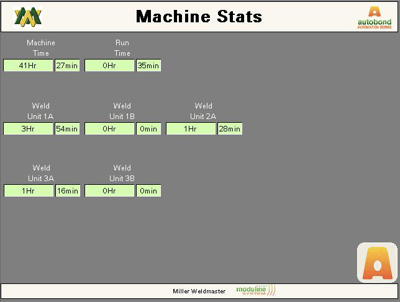
Machine Statistieken: Toont de uur meter voor de machine als evenals als alle de individuele las koppen. De uur meter is resettable als ingelogd onder het Tech niveau.
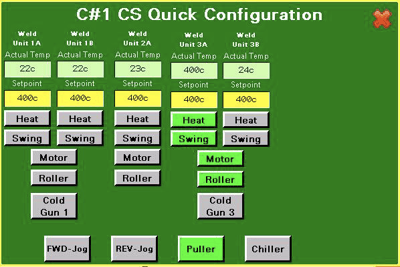
C#1 CS Snel Configuratie Scherm: Dit toont elke las koppen huidige warmte status.
Werkelijk Temperatuur: Deze toont de actuele temperatuur van de machine las kop.
Setpoint: Dit toont het instelpunt dat we willen dat de machine bereikt .
+/- Alarm Band: Gebruikt om in te stellen de alarmen voor onder/over instellen de instellen punt temperatuur.
Warmte: Deze knop zet de warmte aan aan de geselecteerde warmte systeem aan de geselecteerde cel.
Schommel: Deze knop zet aan de warmte systeem swing.
Motor: Deze knop zet aan de motor voor de geselecteerde warmte systeem aan de geselecteerde cel.
Rol: Deze knop laat zakken of de las rollen omhoog gaan.
Koud Pistool 1, 3: Schakelt in op de hulpluchtkoeler , deze zal worden gebruikt voor koeling de naad.
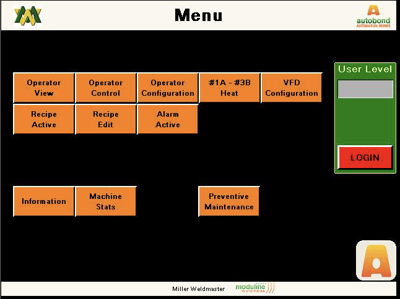
Menu Scherm: Het scherm Main toont alle beschikbare submenu's voor de bediening van de machine .
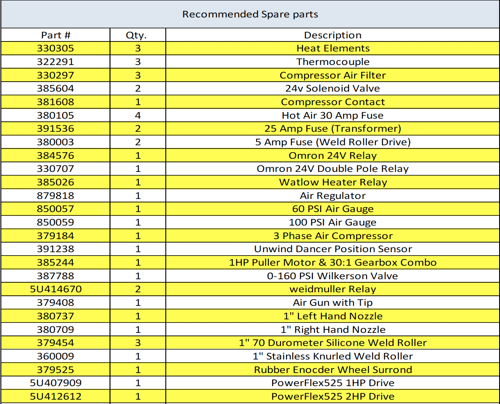
*Geeft aan dat onderdelen vervangen moeten worden als dat nodig is volgens de inspectie.
+Geeft aan welke onderdelen ter plaatse moeten worden bewaard.
13.0 Onderhoud
WAARSCHUWING! Alleen een gekwalificeerde technicus mag onderhoud uitvoeren aan deze machine. Deze kan een Miller Weldmaster vertegenwoordiger of iemand opgeleid door een Miller Weldmaster vertegenwoordiger.
WAARSCHUWING! Machine moet worden losgekoppeld van stroombron voordat enig onderhoud kan worden uitgevoerd.
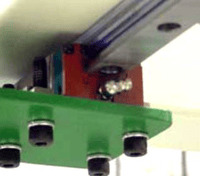
Lagers
De Miller Weldmaster Moduline Gen II Multi Sealer heeft verschillende lagers, hoewel geen item is dat veel onderhoud vergt, moeten lagers eenmaal per maand geïnspecteerd worden om te garanderen dat geen overmatige corrosie vertoont, xml-ph-0030@deepl Ook inspecteren op eventuele losheid of slijtage. Indien nodig, smeren lagers eenmaal elke 6 maanden met 80w-90w tandwiel olie.
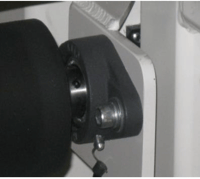
Lucht Filter Patroon
De Miller Weldmaster Moduline Gen II Multi Sealer heeft een lucht compressor die de luchtstroom levert aan de warmte elementen. Periodieke reiniging en vervanging van de lucht filter cartridge is noodzakelijk om xml-ph-0030@deepl.inte Onvoldoende luchtstroom of eventuele onzuiverheden in de luchtstroom zal verkorten de levensduur van de warmte elementen of de onboard compressor.
Reinig het luchtfilter wekelijks voor de beste prestaties. Zodra u niet langer kunt lezen de zwarte tekst op de zijde van het filter patroon is het tijd om het filter te vervangen.
Gemeenschappelijk Componenten
Warmte Elementen
De verwarmingselementen gebruikt door de Miller Weldmaster Moduline Gen II Multi Sealer zijn gewaardeerd voor 1000 gebruiksuren bij 1000 graden F (537 graden C). Hoewel een langere levensduur van de verwarmingselementen mogelijk is met goed onderhoud, is 1000 uur het gemiddelde. Als de verwarmingselementen voortijdig defect raken, neem dan contact op met een Miller Weldmaster vertegenwoordiger voordat u vervangt.
Kettingen
De Miller Weldmaster Moduline Gen II Multi Sealer heeft verschillende kettingen die worden gebruikt om las rollen en trekkers aan te drijven. Hoewel geen onderdeel is dat veel onderhoud vergt, moeten kettingen eens per maand worden geïnspecteerd om te controleren of er geen overmatige corrosie, roest, of vuil is. Ook controleer op eventuele losheid of speling. Indien nodig, smeer kettingen eenmaal per maand met 80w - 90w tandwielolie.
Aanpassen de Bovenste Unit Lassen Rol Aandrijving Ketting
Bovenste eenheid
Wanneer de bovenste eenheid ketting aanspant, moet u controleren de las rol op speling. De las rol mag alleen terug en vooruit een 1/8van een inch bewegen. Draai de moer op de spanbout los. Zodra de moer is losgedraaid draai de bout met de klok mee tot de las rol niet beweegt. Dan terug van de span bout tegen de klok in tot de las rol bereikt de 1/8 van een xml-p
Hoofd Aandrijving Ketting
De hoofdketting naar de koppeling moet een een beetje los zitten. Neem de afdekking van de bovenkant van de kop. Stel de ketting af door de de aandrijving motor los te maken op de kant o De ketting moet wegtrekken van het rondsel tandwiel ongeveer 3/16van een inch maar niet genoeg om van de tanden te komen. Als de ketting te strak staat, zal de koppeling niet goed werken .
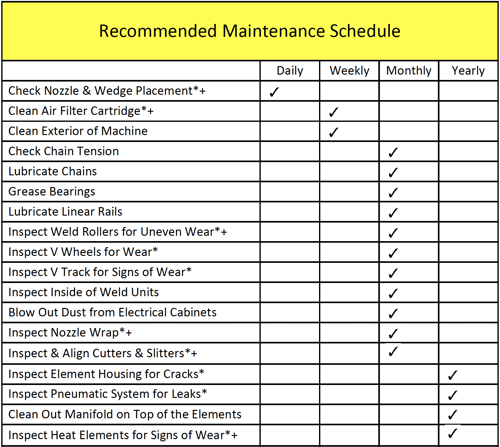
vervangen Thermokoppel
De Moduline Gen II Multi Sealer gebruikt een thermokoppel om de temperatuur van de lucht af te lezen net voordat de nozzle bereikt. typische levensduur van een thermokoppel varieert. Het thermokoppel moet vervangen worden als de machine geen constante temperatuur van +/- 2 Graden F (+/- 1 Graden C) handhaaft of de verwarmingselementen voortijdig doorbranden.
Waarschuwing! Alleen een gekwalificeerde technicus mag onderhoud uitvoeren aan machine. Deze kan een Miller Weldmaster vertegenwoordiger of iemand opgeleid door een Miller Weldmaster vertegenwoordiger zijn.
Waarschuwing! Machine moet worden losgekoppeld van stroombron voordat enig onderhoud mag beginnen .
1. Draai de hoofdpagina stroom ontkoppelen naar de uit positie.
2. Koppel het netsnoer los van de voeding. Als het netsnoer is aangesloten op de voeding, schakelt u de voeding uit bij de aansluitdoos.

3. Koppel de 2 thermokoppeldraden los.
4. Verwijder het heteluchtpijpje door de klem los te maken.

7. Gebruik een 7/16 sleutel, draai voorzichtig los en verwijder de thermokoppel moer.




12. Installeer beide thermokoppels draad bevestigingen.


Veranderen Warmte Elementen
De verwarmingselementen die gebruikt worden door de Miller Weldmaster machine hebben een nominale waarde van voor 1000 gebruiksuren op 1000 graden F (537 graden C). Hoewel een langere levensduur van verwarmingselementen element mogelijk is is met de juiste xml Als de warmte-elementen voortijdig defect raken, neem dan contact op met een Miller Weldmaster vertegenwoordiger voordat vervangen wordt. Het wordt aanbevolen beide elementen te vervangen zelfs als slechts één element doorbrandt.
1. Draai de hoofdpagina stroom ontkoppelen naar de uit positie.

3. Koppel de 2 thermokoppels los.



8. Draai de 4 schroeven los waarmee de aluminium luchtverdeler vastzit.

9. Verwijder de aluminium luchtverdeler.
10. Verwijder de hitte-elementen voorzichtig uit de elementbehuizing.
OPMERKING: Controleer elk element op gebroken afgebroken fragmenten van glas of draad. Alle ontbrekende fragmenten zullen in de elementbehuizing of mondstuk zijn. Deze fragmenten moeten worden verwijderd voordat u nieuwe xml-ph-0030@deepl.inter installeert.
11. Zorgvuldig installeren 2 nieuw warmte elementen in de dubbel element huisvesting.



Problemen oplossen met je Moduline Gen II Multi Sealer
Veelgestelde vragen
Geen goede Las?
Controleer de warmte, de snelheid, de druk van de lasrol en de plaatsing van het mondstuk. De spanning op de afwikkelstandaard kan ook van invloed zijn op het lassen.
Elke keer als ik begin, brand ik een gat.
De vertragingstijd van de aandrijving is ingesteld op hoog.
Ik heb een ongelast deel tussen de start en de stop.
De vertragingstijd van de aandrijving is laag.
Het materiaal stroomt niet soepel door de geleider.
Controleer de uitlijning van elke geleider.
Wanneer ik de hoofdschakelaar inschakel, lijkt de stroom niet aan te gaan?
Controleer of de stroomonderbreker aan staat, controleer of de luchtleiding op de machine is aangesloten en of de klep open staat. Controleer of alle noodstopknoppen zijn ingedrukt. Als u een e-stopknop vindt die is ingedrukt, controleert u of de machine veilig kan worden gebruikt en of alle personen zich op veilige afstand bevinden. Draai de noodstopknop rechtsom om hem los te maken. Druk op de resetknop op het hoofdbedieningspaneel.
Ik heb de motorknop in de aan-stand staan en als ik op start druk, beweegt hij niet?
Laat een elektricien de schakelkast onderzoeken om te zien of alle omvormers gereed zijn.
De temperatuur wordt niet hoger.
Laat een elektricien de zekering op het verwarmingsrelais controleren en kijk of deze niet is doorgebrand. Controleer de warmte-elementen en zorg ervoor dat ze niet zijn doorgebrand. Als alle zekeringen en warmte-elementen goed zijn, vervang dan het verwarmingsrelais.
Het materiaal beweegt niet door de machine.
Controleer of de trekker gesloten is.
Het materiaal blijft niet in de geleider
Controleer de remdruk op de afwikkelstandaard. Als de druk goed is, verhoog dan de druk van de bovenste koppeling.
15.0 Reserveonderdelen
16.0 Tips voor lassen
Lassen Tips

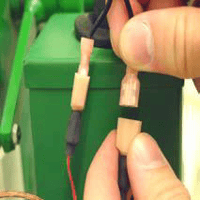
Slechte las: Dit is geen goede las. Hoewel de stof enigszins gelast is, is het niet wat je als 100% zou kunnen beschouwen. Er kunnen twee dingen gebeuren om deze las goed te krijgen. Ofwel moet de snelheid verlaagd worden, ofwel moet de warmte verhoogd worden.

Goed lassen: Dit is een goede las. De stof is 100% gelast . Je kunt zien dat de stof delamineert over de gehele breedte van de naad.

Boven Lassen Rol Naar Te langzaam: Dit is een voorbeeld van de bovenste las rol gaat te langzaam. Het groene paneel gaat door de linker zijde van de lasser en het gele paneel gaat door de rechter zijde. De bovenste las rol gaat langzamer dan de onderste las rol. Deze toont in de rimpeling van de onderste of linker paneel. De bovenste las rol koppeling druk moet worden xml-ph-0031@d

Boven Lassen Rol Naar Te Snel: Dit is een voorbeeld van de bovenste las rol gaat te snel. Het groene paneel gaat door de linker zijde van de lasser en het gele paneel gaat door de rechter zijde. De bovenste las rol gaat sneller dan de onderste las rol. Deze toont in de rimpeling van de bovenste of rechter paneel. De bovenste las rol koppeling druk moet worden xml-ph-0031@d

Te Veel Krimp: Dit is een voorbeeld van te veel krimp in het materiaal. Veel thermoplasten hebben de neiging te krimpen bij verhitting. Dit wordt veroorzaakt door oververhitting.

Perfect naad: Dit is een voorbeeld van een perfecte naad. Er is geen golving, rimpels, of plooien.
