Versie 2.0
Bijgewerkt: 2/10/2025

Deze handleiding is bedoeld als leidraad bij het gebruik van het T300 lasapparaat. Volg de aanbevelingen en specificaties nauwkeurig op om optimale prestaties van uw lasapparaat te garanderen.
Inhoudsopgave
- Hoofdstuk 1: Beoogd gebruik
- Hoofdstuk 2: Uitleg van waarschuwingen
- Hoofdstuk 3: Elektrische en luchtvereisten
- Hoofdstuk 4: Principes van Heat Sealing
- Hoofdstuk 5: Definitie van controles
- Hoofdstuk 6: Aanbevolen reserveonderdelen
- Hoofdstuk 7: Machinespecificaties
- Hoofdstuk 8: Onderhoud
- Hoofdstuk 9: Transportspecificaties en opslag
- Hoofdstuk 10: Technische vereisten
- Hoofdstuk 11: Aanvullende machinedocumenten
Bel voor meer technische informatie over deze machine ons Resolution Center op 1-855-888-WELD of stuur een e-mail naar service@weldmaster.com.
T-300 hetelucht- en wiglasmachine voor stof.
1.0 Beoogd gebruik
De T300 is een roterende hete wiglasmachine bedoeld voor het thermisch lassen van lasbare thermische kunststoffen zoals:
- Vinyl (PVC) gelamineerde en gecoate stoffen
- Vinyl (PVC) en Polyurethaan (PU) films
- Met polyurethaan (PU) en polypropyleen (PP) gecoate stof
- Polyethyleen (PE)
- Thermoplastisch rubber (TPR) film en stoffen
- Niet-geweven polyester en polypropyleen
- Diverse fixeerbanden
- Lasbare banden
- Harde Geëxtrudeerde Producten
De fabrikant keurt dit niet goed:
- Andere toepassingen voor deze machines.
- Het verwijderen van alle veiligheidsafschermingen tijdens het gebruik.
- Ongeoorloofde wijziging van de machines.
- Vervangende onderdelen gebruiken die niet door de fabrikant zijn goedgekeurd.
 Alleen een goed opgeleide technicus mag routinematig onderhoud of reparaties uitvoeren. naar de machines.
Alleen een goed opgeleide technicus mag routinematig onderhoud of reparaties uitvoeren. naar de machines.
OPMERKING: De fabrikant is niet aansprakelijk voor schade of letsel als gevolg van onjuist gebruik van dit apparaat.
2.0 Uitleg van waarschuwingen
Er staan verschillende waarschuwingssymbolen op de Miller Weldmaster T300. De symbolen zijn bedoeld om de operator te waarschuwen voor potentieel gevaarlijke gebieden op de machine. Maak jezelf vertrouwd met hun plaatsing en betekenis.

Let op: Heet
Het symbool "Let op: Heet" symbool staat op een bescherming in de buurt van hete oppervlakken.
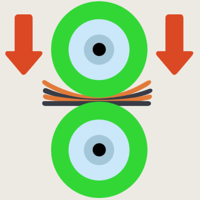
Gevaar: Drukpunt lasrol
Het symbool "Drukpunt Wel Roller" is geplaatst in de buurt van mogelijke knelpunten. Plaats geen lichaamsdelen in de buurt van deze delen van de machine terwijl de machine draait.
Let op: Haal de stekker uit het stopcontact
De sticker "Let op: Haal de stekker uit het stopcontact" sticker is geplaatst in de buurt van de opening van de kast en alle toegangspanelen. Om elektrocutie te voorkomen, moet de stroom altijd worden uitgeschakeld voordat de deur van de kast wordt geopend.
Waarschuwing: Houd uw handen vrij
De sticker "Waarschuwing: Houd uw handen uit de buurt" sticker is aangebracht op het verwarmingselement. Om knellen of brandwonden te voorkomen, moet u altijd opletten waar uw handen zich bevinden.
3.0 Elektrische en luchtvereisten
Waarschuwing! Alleen een gekwalificeerde elektricien mag de elektrische voeding aansluiten.
Voorbereiding - Wereldmacht
-
Zorg ervoor dat de voeding is ingesteld op 230 V, 25 A, 50/60 Hz of 400 V, 16 A, 50/60 Hz en dat de druktoevoer is ingesteld op 120 psi (8,3 bar) wanneer de machine werkt.
-
Zorg ervoor dat de spanning en stroom specifiek zijn voor de machine en voldoen aan de bovenstaande specificatie.
-
Er moet een geschikte aardverbinding worden gemaakt met de aardklem op de machine.
-
Controleer voordat u het apparaat in gebruik neemt of de omgeving van het apparaat vrij is van brandbaar vuil. Alleen bevoegde personen mogen zich in de buurt van het apparaat bevinden wanneer het in gebruik is.
-
Druk in noodgevallen op de noodstopknop.
Elektrische voeding
Omdat er zoveel verschillende soorten stopcontacten beschikbaar zijn, bevat het snoer geen stekker. Het wordt aanbevolen dat uw elektricien een stekker installeert die vergelijkbaar is met het stopcontact in uw stijl. Je kunt ervoor kiezen om je netsnoer aan te sluiten op je voeding. Het wordt aanbevolen dat je elektricien een aftakdoos met een AAN/UIT-schakelaar gebruikt. De Miller Weldmaster T300 vereist een van de volgende elektrische vereisten:
- 25 A - Eenfase - 230 V
- 16 A - Eenfase - 400 V
Winkel luchttoevoer
De Miller Weldmaster T300 bevat een luchttoevoerventiel voor in de werkplaats waarmee je je luchttoevoer snel kunt aansluiten en loskoppelen. Vanwege het aantal verschillende soorten luchtlijnaansluitingen wordt er geen mannelijke snelkoppeling meegeleverd. Je moet een mannelijke snelkoppeling kiezen met een NPT (National Pipe Thread) van ¼ inch die overeenkomt met je vrouwelijke snelkoppeling. De Miller Weldmaster T300 heeft de volgende luchtvereisten nodig:
- Minimaal 5 cfm bij 120 psi
- Niet meer dan 140 liter/min bij 8,3 bar
- Een in-line water- en vuilafscheider
4.0 Principes van Heat Sealing
Warmte
Het heteluchtverwarmingssysteem
De warmte die nodig is voor het lassen wordt elektrisch opgewekt door een verwarmingselement in de behuizing van het verwarmingselement. De interne luchtcompressor pompt lucht over het hitte-element en voert de warmte door het heteluchtmondstuk, waardoor de warmte op het te lassen materiaal wordt overgebracht. De heteluchttemperatuur varieert van 25 tot 730 graden Celsius (100 tot 1350 graden Fahrenheit).
Warm wigverwarmingssysteem
Het Hot Wedge-warmtesysteem maakt gebruik van vier cartridge-warmte-elementen om de Wedge elektrisch te verwarmen. De temperatuur van de Hot Wedge varieert van 25 tot 450 graden Celsius (100 tot 842 graden Fahrenheit).
Snelheid
De snelheid van de lasrollen bepaalt hoe lang de warmte wordt toegepast op het te lassen materiaal. Hoe langzamer de snelheid wordt ingesteld, hoe meer het materiaal wordt verwarmd. Hoe hoger de snelheid, hoe minder het materiaal wordt verwarmd. Om de beste las te verkrijgen, moet een minimale hoeveelheid warmte op het materiaal worden toegepast terwijl toch een volledige las wordt verkregen. Te veel warmte veroorzaakt vervorming van het materiaal, terwijl te weinig warmte het lassen van het materiaal verhindert.
Druk
De druk van de lasrol is de laatste stap bij het maken van een las. De druk van de lasrol drukt het verwarmde materiaal samen en voltooit het lasproces.
Precisie
De laskop heeft een nauwkeurige positionering dankzij een motor die de laskop precies daar plaatst waar hij nodig is. Met de bedieningselementen op de HMI kun je de kop met één druk op de knop afstellen en plaatsen.
Samenvatting
Bij het heatsealen zorgt de juiste combinatie van warmte, snelheid, druk en precisie voor een goed gelaste naad.
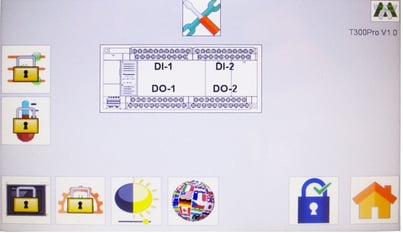
5.0 Definitie van controles

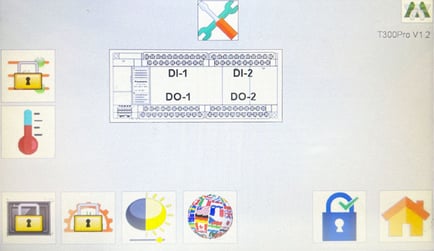
Hoofdscherm - HMI-bediening

Machinebedieningsscherm:

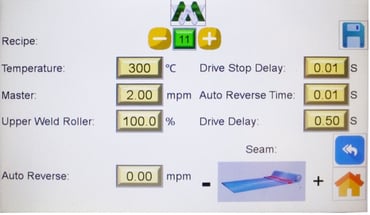
 Werkelijke temperatuur: Dit is hoe heet de machine momenteel is. De temperatuur kan worden aangepast door op het getal op het scherm te drukken en de gewenste snelheid in te voeren.
Werkelijke temperatuur: Dit is hoe heet de machine momenteel is. De temperatuur kan worden aangepast door op het getal op het scherm te drukken en de gewenste snelheid in te voeren.
**Dit is een voorbeeld van waar de werkelijke temperatuur zich bevindt. De werkelijke temperatuur die je nodig hebt, hangt af van het product en het materiaal.
 Instelpunt temperatuur: Dit is hoe heet je de machine wilt hebben om je thermische kunststoffen te lassen. De temperatuur kan worden aangepast door op het getal op het scherm te drukken en de gewenste snelheid in te voeren.
Instelpunt temperatuur: Dit is hoe heet je de machine wilt hebben om je thermische kunststoffen te lassen. De temperatuur kan worden aangepast door op het getal op het scherm te drukken en de gewenste snelheid in te voeren.
**Dit is een voorbeeld van waar de Temp. Setpoint-temperatuur staat. De werkelijke temperatuur die u nodig hebt, hangt af van het product en het materiaal.
 Hitteschakelaar: Hiermee zet je de temperatuurregelaar AAN/UIT.
Hitteschakelaar: Hiermee zet je de temperatuurregelaar AAN/UIT.
 Vertraging: Zodra het voetpedaal wordt ingedrukt, vertraagt de startvertragingstijd van de aandrijving het draaien van de lasrol totdat het ingestelde punt is bereikt.
Vertraging: Zodra het voetpedaal wordt ingedrukt, vertraagt de startvertragingstijd van de aandrijving het draaien van de lasrol totdat het ingestelde punt is bereikt.
![]() Warmte Swing Aan of Uit: Schakelt Swing aan en uit.
Warmte Swing Aan of Uit: Schakelt Swing aan en uit.
 Meestersnelheid: Dit is de snelheid van de lasrollen. De snelheid kan worden aangepast door op het nummer op het scherm te drukken en de gewenste snelheid in te voeren.
Meestersnelheid: Dit is de snelheid van de lasrollen. De snelheid kan worden aangepast door op het nummer op het scherm te drukken en de gewenste snelheid in te voeren.
**Dit is een voorbeeld van waar de mastersnelheid zich bevindt. De werkelijke snelheid die je nodig hebt, hangt af van het product en het materiaal.
 Snelheid bovenste lasrol: Dit verhoogt de snelheid van de bovenste roller ten opzichte van de onderste master roller. 100% is 1 tot 10
Snelheid bovenste lasrol: Dit verhoogt de snelheid van de bovenste roller ten opzichte van de onderste master roller. 100% is 1 tot 10
De T300 heeft een snelheidsinstelling voor de bovenste lasrol waarmee je de synchronisatie van de bovenste lasrol met de onderste lasrol kunt variëren. Er zullen zich situaties voordoen waarbij de bovenste wals sneller moet draaien dan de onderste wals. Enkele voorbeelden zijn: het lassen van een zoom, het lassen van een paalgat en het lassen van een recht stuk aan een radiusstuk. Voer de volgende stappen uit om de snelheid van de bovenste roller te verhogen:
-
-
- Druk op de menuknop in het hoofdmenu.
- Druk op de knop voor lasfuncties in het menu
-
Om het percentage van de snelheid van de bovenste laswals aan te passen, kun je op de pijlen omhoog of omlaag drukken om de snelheid te verhogen of te verlagen, of je drukt op het vakje met het percentage, waarna een numeriek toetsenblok verschijnt. Selecteer de gewenste numerieke waarde.

Puller aan: Hiermee activeer je de buitenboordtrekker
Snelheid trekker: Dit is vergelijkbaar met de snelheid van de bovenste lasrol. Normaal gesproken wil je deze iets sneller laten draaien dan de masterrollen om het materiaal snel uit te rekken.
Aanpassing warmteslingering: Hiermee Hiermee kunt u de positie van de kop mechanisch aanpassen met behulp van de pijlen
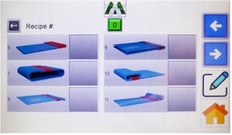
![]() Recept: Dit is een bepaalde combinatie van de parameters van warmte en snelheid die wordt gebruikt om verschillende soorten stof te lassen. Dit geeft aan welk recept je momenteel gebruikt op de machine. 0 - 24 Beschikbare receptinstellingen. Om van recept te veranderen, moet de aan-/uitschakelaar van de warmte in de uit-stand staan.
Recept: Dit is een bepaalde combinatie van de parameters van warmte en snelheid die wordt gebruikt om verschillende soorten stof te lassen. Dit geeft aan welk recept je momenteel gebruikt op de machine. 0 - 24 Beschikbare receptinstellingen. Om van recept te veranderen, moet de aan-/uitschakelaar van de warmte in de uit-stand staan.

 Instellingen:
Instellingen: 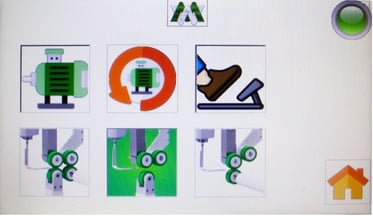
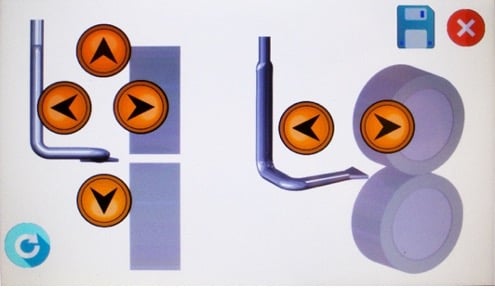
 Koppelt de tafel en trekker met de 2 voorste rollen. Het beste voor lange, rechte naden
Koppelt de tafel en trekker met de 2 voorste rollen. Het beste voor lange, rechte naden Schakelt de trekker in. Zwenk de arm naar beneden. Het beste voor opblaasbare of gebogen producten
Schakelt de trekker in. Zwenk de arm naar beneden. Het beste voor opblaasbare of gebogen producten Enkele rolbalk. Haalt de tafel eraf en ga dit eronder zetten door de onderste lasrol te laten vallen en de setup te veranderen
Enkele rolbalk. Haalt de tafel eraf en ga dit eronder zetten door de onderste lasrol te laten vallen en de setup te veranderen Automatisch terugspoelen: Hiermee wordt de terugloopsnelheid van de rollen aangepast wanneer de machine stopt met lassen. Deze functie is bedoeld om het aantal gemiste lassen te minimaliseren en een perfect product te maken. De pijltjes OMHOOG en OMLAAG verhogen en verlagen de terugloopsnelheid.
Automatisch terugspoelen: Hiermee wordt de terugloopsnelheid van de rollen aangepast wanneer de machine stopt met lassen. Deze functie is bedoeld om het aantal gemiste lassen te minimaliseren en een perfect product te maken. De pijltjes OMHOOG en OMLAAG verhogen en verlagen de terugloopsnelheid. AAN/UIT-schakelaars: De schakelaars Drive FWD/REV, Drive System ON/OFF en Foot Pedal Override ON/OFF zijn gebruikt om de functies AAN/UIT te zetten.
AAN/UIT-schakelaars: De schakelaars Drive FWD/REV, Drive System ON/OFF en Foot Pedal Override ON/OFF zijn gebruikt om de functies AAN/UIT te zetten. Voetpedaalbediening: Je kunt het voetpedaal ingedrukt houden om de rollen te bedienen en wanneer je loslaat zwaait de kop uit zijn positie. Of u kunt het pedaal indrukken en laten draaien en nogmaals indrukken om los te laten.
Voetpedaalbediening: Je kunt het voetpedaal ingedrukt houden om de rollen te bedienen en wanneer je loslaat zwaait de kop uit zijn positie. Of u kunt het pedaal indrukken en laten draaien en nogmaals indrukken om los te laten. Urenmeter: De urenteller geeft aan hoe lang de machine al draait. Opgesplitst tussen de machine, onderhoud, hete lucht en hete wig
Urenmeter: De urenteller geeft aan hoe lang de machine al draait. Opgesplitst tussen de machine, onderhoud, hete lucht en hete wig
 Geavanceerde instellingen: De gereedschapsknop leidt naar de dieptemenu's - sommige dingen zijn vergrendeld voor parameters
Geavanceerde instellingen: De gereedschapsknop leidt naar de dieptemenu's - sommige dingen zijn vergrendeld voor parameters
- Functies: scherm helderder maken
- hoe je je zwaaibeweging verandert.
- combinatie van verschillende snelheden van hoe je naar binnen gaat als het van links naar rechts gaat.
- omhoog omlaag links rechts functies in uit snelheid.
- Verschillende combinaties kunnen je horloge recht laten zwaaien, of laten zwaaien vanaf de zijwand, afhankelijk van waar je voor gaat.
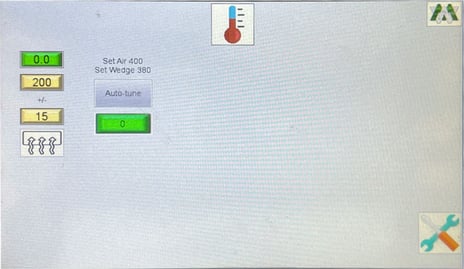
Opmerking: Telkens wanneer je wisselt tussen verwarmingssystemen, moet je naar dit menu gaan en het automatisch afstellen. We hebben hier een opmerking die zegt dat als je hetelucht gebruikt, je het moet instellen op 300 en dan op auto-tune moet klikken. Hete wiggen zijn dan 200.
 Lasproef: tijd van de duur voor elk. De wig wordt in positie gebracht en je kunt het materiaal op verschillende snelheden testen om te zien waar de beste lasnaad zit. Dit is de beste manier om te testen of je goed kunt lassen.
Lasproef: tijd van de duur voor elk. De wig wordt in positie gebracht en je kunt het materiaal op verschillende snelheden testen om te zien waar de beste lasnaad zit. Dit is de beste manier om te testen of je goed kunt lassen.

6.0 Aanbevolen reserveonderdelen
Miller Weldmaster adviseert de volgende reserveonderdelen op voorraad te houden:

OPMERKING: Er zijn twee verschillende PID-parameters opgeslagen in de machine opgeslagen, afhankelijk van het gebruikte verwarmingssysteem, hete lucht of hete wig. Druk gedurende 1 seconde op Default en de PID gaat terug naar de fabrieksinstellingen. terug naar de fabrieksinstellingen.
Onderdelen bestellen? Bel 855-888-9353 of stuur een e-mail naar service@weldmaster.com
De T300 is een heatsealmachine die thermische plastic weefsels of films last met hete lucht of hete wig door druk, consistente snelheid en nauwkeurige temperatuur toe te passen voor het perfect sealen van thermische plastic materialen.
Kenmerken
- Geschikt voor tenten van verschillende afmetingen, opblaasbare boten, spandoeken, dekzeilen, luifels enz.
- Dankzij de gebruiksvriendelijke HMI kunnen operators de machine eenvoudig aanpassen voor een grote verscheidenheid aan producten.
- Auto-Control Temperatuurregelaar zorgt ervoor dat het systeem nauwkeurig warmte levert aan de producten die worden geproduceerd.
- Met de dubbele pedaalbediening kan de machine eenvoudig gedurende langere perioden met hoge efficiëntie worden bediend.
- Een automatische Auto Reverse functie zorgt ervoor dat de machine start en stopt met een naad zonder leemtes.
Technische specificaties
- Stroomsterkte - 25amp bij 230 volt / 16amp bij 400 volt
- Nominaal vermogen - 4000 W
- Nominale spanning - 230 V AC, 50/60 Hz of 400 V AC, 50/60 Hz
- Maximumtemperatuur - 1350°F (730°C)
- Algemene luchtdruk - 120psi (8,3 bar)
- Machinesnelheid - 3 ft/min tot 80 ft/min (1 m/min tot 25 m/min)
- Totale afmetingen - 1750 mm x 650 mm x 1450 mm
- Sealbreedte - 5mm tot 50 mm
- Maximaal geluid - 70 dBA
- Nettogewicht - 330 kg
- Elektrisch documentnummer - Het documentnummer is het serienummer van de machine. Dit nummer staat op het serienummer op de machine.
Mechanisch gedeelte
- Verwijderbaar roltafelblad: Het roltafelblad wordt gebruikt voor lambriseringen, afkanten, afwerken van randen en algemene naadtoepassingen.
-
Tafelmontage installeren/verwijderen/aanpassen
- Begin met het losdraaien van de twee zwarte knoppen rechts van de aandrijving (deze knoppen hoeven niet verwijderd te worden).
- Ga vervolgens naar de pullerkant van de machine. Net onder de materiaaltrekker bevinden zich twee zwarte knoppen die lijken op de eerder losgemaakte bevestigingen. Verwijder deze knoppen terwijl je het gewicht van de tafel ondersteunt.
- Til ten slotte de tafel op en trek deze via de achterkant (trekzijde) uit de keel van de machine.
-

- Zwenkarm: De zwenkarm wordt gebruikt wanneer producten vormen, rondingen en buizen van het naaigebied bevatten. Kan omhoog of omlaag worden geplaatst.


- Enkele rolbalk: De enkele rolbalk is het beste voor producten met krappe bochten. Gemakkelijk om het materiaal door de machine te bewegen.

Warmtebron
- Hete lucht: de behuizing van het verwarmingselement bevat het verwarmingselement en het thermische koppel.
- Hete wig: het hete wigvormige uiteinde bevat de verwarmingselementen en het thermische koppel.
- Bovenste eenheid: Bovenste lasrol op en neer bewegen.
- Montagestuk voor het warmtesysteem: Zorgt voor een nauwkeurige positionering van het heteluchtmondstuk of de wigpunt.
- Buitenboordtrekker voor stof: Helpt de operator bij het hanteren van het materiaal en produceert vlakkere naden.
.png?width=475&name=Untitled%20design%20(7).png)
Bedieningsgedeelte
- Bedieningspaneel: Met het digitale touchscreen van de HMI (Human Machine Interface) kun je de bediening van het systeem instellen.
- Aan/uit-knop: Met de aan/uit-knop zet je de machine aan en uit.
- Noodstop: Als de noodstopknop wordt ingedrukt, stopt het dichtnaaien in geval van nood.
Pneumatisch systeem
- Drukregelaar: Filtert water en vuil uit de lucht. De drukregelaar regelt de druk naar de machine. Verhoog de druk door met de klok mee te draaien en verlaag de waarde door tegen de klok in te draaien.
- Magneetventiel: Regelt de werking van de luchtcilinders.
- Manometer: Wordt gebruikt om de drukinstelling weer te geven. De manometer voor de bovenste lasrol wordt gebruikt om de drukinstelling van de bovenste lasrol weer te geven.
- Luchtcilinder: De luchtcilinders van de bovenunit/trekker worden gebruikt voor het openen en sluiten van de lasrol en trekrol. De warmtesysteemcilinder regelt het in- en uitzwenken van het warmtesysteem .
- Drukbegrenzingsregeling trekker: Zie pagina 21 voor afstelprocedure.
Andere
- Stroomonderbreker: Gebruikt voor de beschermende regeling van de algemene voeding van de volledige machine.
- Pedaalschakelaar rechts: Deze regelt het optillen van de lasrol en het openen en sluiten van de lasrollen en trekker (als de trekkerschakelaar aan staat).
- Pedaalschakelaar links: Regelt het starten en stoppen van het naaien.
8.0 Onderhoud
Dagelijks: Olie spoor



- De operator moet de rail op de laskop dagelijks oliën. Dit zorgt ervoor dat het verwarmingssysteem soepel blijft werken.
- Oliën, vetten of vetten met een lage viscositeit kunnen worden gebruikt als smeermiddelen.
- Smeermiddelen die MoS2 of grafiet bevatten mogen niet worden gebruikt
Waarschuwing! De operator moet de stroom van de machine halen voordat hij verder gaat.
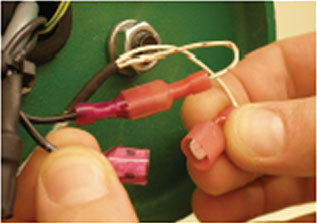
Elektrisch element

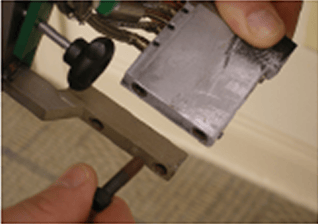
1. Schakel de machine uit en verwijder de grijze Phoenix-stekker die zich naast de zwarte luchtslang aan de bovenkant van de machine bevindt (zie afbeelding).


2. Verwijder de 11 schroeven die de oranje hittebeschermer op zijn plaats houden. Eenmaal verwijderd zou het in 3 stukken moeten zijn zoals op de foto.

3. Draai de plastic zeskantmoeren los om de 2 draden bloot te leggen die naar het verwarmingselement gaan.
4. Schroef de groene en gele aardedraad los.

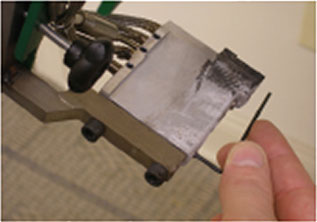
5. Trek de zilveren kap van het bovenste kurken gedeelte van het verwarmingselement.

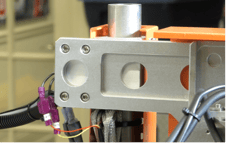
6. Draai de twee stelschroeven (zie afbeelding) los om beide draden te verwijderen.
 .
. 
7. Schuif het oude hitte-element uit de behuizing en plaats het nieuwe element op zijn plaats.
Elektrische circuits
- Wanneer u onderdelen en componenten vervangt, moet u het onderdeel of de componenten gebruiken van hetzelfde type als het originele of gelijkwaardig aan het originele type. Originelevervangingsonderdelen moeten worden gekocht via Miller Weldmaster en of een erkende distributeur van Miller Weldmaster .
- De schakelkast moet om de zes maanden worden gereinigd. Om de schakelkast goed schoon te maken: schakel de stroomtoevoer uit, gebruik perslucht en een blaaspistool en blaas voorzichtig met lucht over de elektrische component en de schakelkast om stof en vuil uit de omgeving te verwijderen.
- Om beschadiging van de PLC, het display en het bedieningspaneel te voorkomen, mag u de kabels die de PLC, het display en het bedieningspaneel verbinden nooit aansluiten of loskoppelen terwijl de stroom is ingeschakeld.
- Als er een storing is die niet kan worden verholpen, neem dan onmiddellijk contact op met de serviceafdeling op Miller Weldmaster.
Aandrijfsysteem
- Controleer of de aandrijftandwielen uit de kom zijn of loszitten.
- Controleer of de kettingen te los zitten. Draai ze zo nodig aan.
- Controleer of het mondstuk evenwijdig is met en zich in het midden van de lasrol bevindt. Als dit niet het geval is, moet het worden afgesteld volgens de heteluchtverwarmingssysteemafstelling.
- Controleer of de bovenste eenheid soepel op en neer beweegt.
OPMERKING: De glazen buis breekt gemakkelijk en kan al gebroken zijn, wees dus heel voorzichtig.
Luchtfilter reinigen/vervangen (alleen voor heteluchtmachines)
De Miller Weldmaster T300 heeft een externe luchtcompressor die het warmte-element van lucht voorziet. Het luchtfilterelement moet regelmatig gereinigd en vervangen worden om voldoende luchtstroom te behouden. Onvoldoende luchtstroom of onzuiverheden in de luchtstroom verkorten de levensduur van het warmte-element.
Reinig het luchtfilterelement elke week
Als de omgeving in uw productieruimte niet schoon is, is het aanbevolen om het luchtfilterelement twee keer per week te reinigen.
- Draai de eindkap van het luchtfilterelement los en verwijder hem.
- Verwijder het luchtfilterelement.
- Spuit het luchtfilterelement van binnen naar buiten met remmenreiniger of een product dat veel ether bevat .
- Droog het luchtfilterelement door het luchtfilterelement van binnen naar buiten te blazen met perslucht.
- Plaats het luchtfilterelement en de eindkap van het luchtfilterelement terug op de interne luchtcompressor en draai ze vast.
Vervang het luchtfilterelement elke 3 - 6 maanden
Als de omgeving in uw productieruimte niet schoon is, wordt aanbevolen om het luchtfilterelement elke maand te vervangen.
- Verwijder de eindkap van het luchtfilterelement.
- Verwijder het luchtfilterelement.
- Vervang door een nieuw luchtfilterelement, onderdeelnummer 330297.
- Plaats het luchtfilterelement en de eindkap van het luchtfilterelement terug op de interne luchtcompressor.
Kettingen spannen/oliën
De Miller Weldmaster T300 heeft verschillende kettingen die gebruikt worden om lasrollen en trekrollen aan te drijven. Hoewel dit geen onderdeel is dat veel onderhoud vergt, moeten kettingen eenmaal per jaar worden geïnspecteerd om er zeker van te zijn dat er geen overmatige corrosie, roest of vuil is. Controleer ook op speling of loszitten. Smeer kettingen indien nodig eenmaal per jaar met 80w - 90w tandwielolie.
1. Zet de stroomonderbreker in de uit-stand.
2. Koppel het netsnoer los van de voeding. Als het netsnoer bedraad is, sluit de voeding dan af bij de aansluitdoos.

3. Verwijder het deksel van de eindkast en inspecteer de kettingen. Voer indien nodig onderhoud aan de kettingen uit.
4. Verwijder de eindkappen op de onderste balk en inspecteer de kettingen. Voer indien nodig onderhoud aan de kettingen uit.

5. Verwijder het deksel van de uittrekinrichting en de afdekkingen van de lasrollen. Voer indien nodig onderhoud uit aan de kettingen.
Wigvormige punt vervangen
1. Schakel de stroomtoevoer naar de machine uit door de hoofdstroomonderbreker in de uit-stand te zetten.
2. Zorg ervoor dat de wig is afgekoeld tot een temperatuur die kan worden gehanteerd.
3. Maak het deksel van de behuizing los en verwijder het.
4. Maak de mannelijke en vrouwelijke draden van het thermokoppel en de wig los.
5. Draai de twee stelschroeven aan de zijkant van de wig los.
6. Verwijder beide bouten van de achterste bevestigingsbeugel en verwijder de wigconstructie.
7. Installeer de nieuwe wigconstructie in omgekeerde volgorde. Draai de bouten aan de achterkant van de wig 1/8 slag los, zodat de wig wat "zweeft".
Heteluchtverwarming Systeem Aanpassingen
Zet eerst de hetelucht aan en stel de gewenste temperatuur in. Zet de lasrollen in de gesloten stand door het lasrolpedaal in te drukken.
- Positie van het mondstuk van links naar rechts, controleer dit door het aandrijfvoetpedaal in te drukken en naar de punt van het mondstuk te kijken. Als dat zo is, ga dan verder met de volgende uitlijningsstap. Is dit niet het geval, zoek dan de vergrendelknop van links naar rechts en draai deze twee slagen los. Hierdoor kan de micrometer van links naar rechts worden afgesteld. Zoek nu de Micrometer van links naar rechts op, die zich ongeveer op ooghoogte met de operator bevindt. Door de Micrometer-knop van links naar rechts te draaien zodat de numerieke waarde toeneemt, wordt de spuitmondtip naar links verplaatst. Door de Micrometer-knop van links naar rechts te draaien zodat de numerieke waarde afneemt, wordt de sproeikop naar rechts bewogen. Nadat het mondstuk gecentreerd is op de lasrollen, draai je de vergrendelknop van links naar rechts vast.
- Controleer dit door het aandrijfvoetpedaal in te drukken en naar de punt van het mondstuk te kijken. Als dit het geval is, gaat u verder met de volgende uitlijningsstap. Zo niet, zoek dan de knop voor de hoogtevergrendeling en draai hem twee slagen los. Hierdoor kunnen we de knop van de micrometer voor de hoogte afstellen. De micrometerknop voor de hoogte bevindt zich aan de onderkant van het verwarmingssysteem en wijst naar beneden. Door de knop van de micrometer voor de hoogte te draaien zodat de numerieke waarde toeneemt, wordt het uiteinde van de verstuiver hoger geplaatst. Door de knop van de micrometer voor de hoogte zodanig te draaien dat de numerieke waarde afneemt, wordt het uiteinde van de sproeier lager geplaatst. Draai de knop voor de hoogtevergrendeling vast nadat de sproeier is uitgelijnd.
Opmerking: De spuitdop zal omhoog of omlaag bewegen wanneer de warmte wordt veranderd. Na een warmteverandering van meer dan 100 graden moet u de hoogte van de spuitdop controleren. - De diepte van je mondstuk moet ongeveer ¼ - ½ inch vanaf het knelpunt van je lasrollen zijn. Controleer dit door het voetpedaal in te drukken en naar de punt van het mondstuk te kijken. Als het mondstuk uitgelijnd is, voer dan een proeflas uit. Zo niet, zoek dan de knop voor de dieptevergrendeling en draai deze twee slagen los. Hierdoor kunnen we de knop van de dieptemicrometer aanpassen. De micrometerknop voor de diepte bevindt zich aan de achterkant van het verwarmingssysteem in de richting van de stofstroom. Door de knop van de micrometer voor diepte te draaien zodat de numerieke waarde toeneemt, komt de punt van het mondstuk dichter bij de lasrollen. Door de knop van de micrometer voor de diepte zodanig te draaien dat de numerieke waarde afneemt, wordt de punt van het mondstuk van de lasrollen verwijderd. Draai de knop van de dieptemeter vast als het mondstuk is uitgelijnd. Voer een testlas uit als het mondstuk is uitgelijnd.
Trekkerafstellingen
- Stel de hoogte van de materiaaltrekker in met behulp van de stalen kraag en borgmoer om de gewenste hoogte van de materiaaltrekker te bereiken.
- Voor de meeste toepassingen moet het wieltje van de materiaaltrekker eerst worden afgesteld tot het de roestvrijstalen rol lichtjes raakt.
- Stel vervolgens het trekwiel iets lager af door de stelring een halve slag linksom te draaien. Dit zorgt voor volledig contact van de tegengestelde oppervlakken.
Aanpassingen aan het Hot Wedge Heat-systeem
Een opmerking voordat je begint: de wig moet een beetje los zitten (3/16 inch speling). Begin met de hoofdsnelheid op nul te zetten en de lasrollen te sluiten.
Eerste uitlijningsstap
Wanneer de wiggenarm naar binnen zwenkt en naar voren rijdt, is het noodzakelijk dat de punt van de uitlijnpen in de uitsparing van de wiggenarm past. Controleer dit door het voetpedaal in te drukken. Als dit in orde is, gaat u verder met de tweede uitlijningsstap. Zo niet, zoek dan de knop voor centrische afstelling bovenop de wiggenarm. Door de knop voor centrische afstelling los te draaien, kunt u de gekartelde as een kwartslag draaien totdat de uitlijnpen in de uitsparing past. Draai de centreerknop weer vast als de juiste uitlijning is bereikt.
Tweede uitlijningsstap
De punt van de wig moet zich op dezelfde hoogte bevinden als het knelpunt van de lasrollen. Controleer dit door het aandrijfvoetpedaal in te drukken en naar de punt van de wig te kijken. De wig moet recht naar het knijppunt van de lasrollen rijden zonder eerst de bovenste of onderste lasrol te raken. Tegelijkertijd moet de kanteling van de wig worden gecontroleerd. Controleer of de linkerpunt niet hoger of lager is geplaatst dan de rechterpunt. Je moet dit controleren door op ooghoogte met de lasrollen te komen. Als deze in orde zijn, ga dan verder met de derde uitlijnstap. Zo niet, zoek dan de knop voor de hoogtevergrendeling en draai deze twee slagen los. Hierdoor kan de knop van de micrometer voor de hoogte worden afgesteld. Door de knop van de micrometer voor de hoogtemeting zo te draaien dat de numerieke waarde toeneemt, wordt de wig omhoog gebracht. Door de knop van de micrometer voor de hoogte zodanig te draaien dat de numerieke waarde afneemt, wordt de wig kleiner. Voor het afstellen van de kanteling moeten de linker kantelknop en de rechter kantelknop worden los- en vastgedraaid. Draai de knop voor het vastzetten van de wig vast nadat de hoogte van de wig en de helling zijn uitgelijnd.
Derde uitlijningsstap
De punt van de wig moet van links naar rechts uitgelijnd zijn en op de rollen gecentreerd zijn. Controleer dit door het aandrijfvoetpedaal in te trappen en te kijken of de punt gecentreerd is op de rollen nadat hij vooruit is gereden. Als dit in orde is, ga dan verder met de vierde uitlijningsstap. Zo niet, zoek dan de vergrendelknop links/rechts en draai deze twee slagen los. Hierdoor kan de micrometerknop links/rechts worden afgesteld. Door de numerieke waarde op de micrometerknop links/rechts te verlagen, wordt de wig naar rechts verplaatst. Door de numerieke waarde van de micrometerknop links/rechts te verhogen, wordt de wig naar links verplaatst. Nadat de punt van de wig van links naar rechts is uitgelijnd met de lasrollen, draait u de linker/rechter vergrendelknop vast.
Vierde uitlijningsstap
De punt van de wig moet haaks op de lasrollen staan. Controleer dit door het voetpedaal in te drukken en over de bovenkant van de wig te kijken. Controleer of de wig een rechte hoek vormt met de lasrollen. Als dit goed is uitgelijnd, gaat u verder met de vijfde uitlijningsstap. Zo niet, draai dan de bouten van de wigmontage iets los, draai het hele verwarmingssysteem heel lichtjes in de gewenste richting en draai de bouten van de wigmontage weer vast. Controleer nogmaals de haaksheid van de wig. Blijf herhalen tot de wig haaks is gemonteerd.
Vijfde uitlijningsstap
De laatste stap betreft de wigdiepte. Controleer deze afstelling door het aandrijfvoetpedaal in te drukken om het contact tussen de wig en de lasrollen te controleren. Bij te weinig contact zal de wig de rollen nauwelijks raken. Hierdoor zal er te weinig warmteoverdracht zijn naar het materiaal. Bij te veel contact komt de wig in contact met de rollen en zal de bovenste zwenkunit van de wig doorbuigen. Hierdoor wordt de wig opgezogen door de lasrollen tijdens het naaien. Als de wig goed is uitgelijnd, zet dan de warmteschakelaar aan en stel hem in voor een proeflas. Zo niet, zoek dan de knop voor de dieptevergrendeling en draai hem twee slagen los. Hierdoor kan de knop van de dieptemicrometer worden bijgesteld. Door de knop van de dieptemicrometer te verdraaien om de numerieke waarde te verhogen, wordt de wig teruggetrokken van de lasrollen. Door de knop van de dieptemeter te draaien om de numerieke waarde te verlagen, beweegt u de wig naar de lasrollen toe. Als de wig goed is uitgelijnd, draait u de knop voor de dieptevergrendeling vast. Zet de warmteschakelaar aan en stel hem in voor een proeflas.
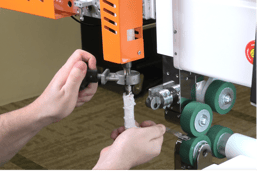
Het verwarmingssysteem wijzigen tussen hetelucht en heteluchtwig:
Het eerste wat je moet doen is onze Phoenix-plug loskoppelen.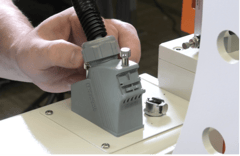
Draai de vier bouten achter het Hot Wedge Heat System los.

Haal het eruit en vervang het door het heteluchtverwarmingssysteem door de vier bouten erin te draaien, de Phoenix-stekker erin te steken en de luchtslang erin te steken.
Nu de hetelucht is ingesteld, moeten we het mondstuk in het verwarmingssysteem installeren.
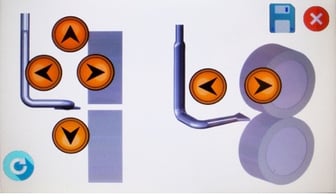
Het verwarmingssysteem in positie zwenken
Steek het mondstuk erin, klem het vast en zet het haaks op de laswals.
Zodra dat is ingesteld, ga je naar je HMI-scherm om de uitlijning van het mondstuk aan te passen.
Begin met het naar links te bewegen, stel het naar beneden af en breng het in de lasrollen.
In tegenstelling tot de Wedge is er een opening achter het mondstuk, zodat je de wielen niet kunt aanraken.
Klik op Opslaan en keer terug naar de startpagina.
***BELANGRIJKE OPMERKING: Als je het verwarmingssysteem verandert van hete lucht naar hete wig of omgekeerd, moet je je machine autotunen:
- Zet of houd de verwarming uit
- Stel temperatuur in op 200 graden
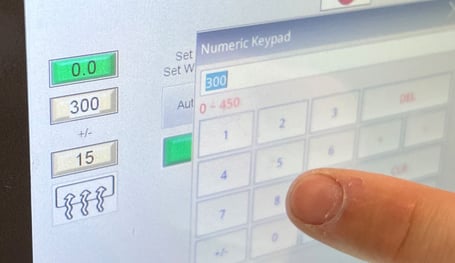
- Druk op de functie Automatisch draaien
- Hierdoor gaat de verwarming vanzelf aan
- Hierdoor gaat de verwarming vanzelf aan
- Tijdens autotuning - het apparaat niet aanraken of proberen te bedienen.
- Laat de machine de cyclus uitvoeren
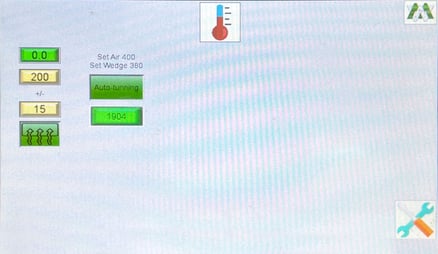
- Laat de machine de cyclus uitvoeren
- De verwarming blijft aan nadat de autotune zijn cyclus heeft voltooid
- Temperatuur moet stabiel blijven met een +/- 5 Graden
Batterij van HMI vervangen

**De batterij van de HMI vervangen - Laat de HMI altijd ingeschakeld als u de batterij vervangt, zodat alle fabrieksinstellingen bewaard blijven. Als u de batterij niet aan laat staan tijdens het vervangen, loopt u het risico dat het geheugen en de programma's verloren gaan.

1. Verwijder de inbusbouten van de zijafdekking aan beide zijden van het HMI-scherm.

2. Vervolgens kunt u het HMI-scherm van de achterplaat verwijderen.

3. Neemeen kleine platte schroevendraaier om de groene schroeven van de voedingsstekker aan elke kant los te draaien (verwijder geen van de schroeven waarmee de 3 draden op hun plaats zitten).

4. Zodra de schroeven zijn verwijderd, kunt u de groene voedingsstekker loskoppelen of eruit trekken.

5. Draai de kartelschroeven van de HMI-kabel (VGA-kabel) los.

6. Nu de HMI is losgekoppeld, kunt u de 4 hoekschroeven van de afdekplaat aan de achterkant van de HMI losdraaien, zodat het frame van het scherm wordt verwijderd.

7. Je kunt nu een platte schroevendraaier nemen en de 3 lipjes indrukken en de 1 schroef verwijderen die de achterplaat vasthoudt.

8. Je hebt nu toegang tot de printplaat waarop de batterij zit

9. De batterij kan nu worden verwijderd door met een kleine platte schroevendraaier de batterij los te maken.
Batterij vervangen
Bij het vervangen van de PLC-batterij is het belangrijk dat de machine tijdens de hele procedure AAN staat om geheugenverlies te voorkomen.
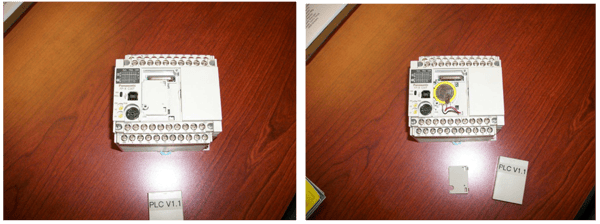
1. Verwijder het toegangskapje van de PLC.
2. Verwijder het batterijklepje
3. Verwijder de batterij.
4. Plaats de nieuwe batterij en plaats het toegangsklepje terug. De machine zou weer normaal moeten kunnen functioneren.

9.0 Transportspecificaties en opslag
Waarschuwing! Het wordt aanbevolen om een vorkheftruck te gebruiken bij het verplaatsen of verwijderen van een machine in kratten van een pallet.
Transport binnen een productiefaciliteit
Vanwege het gewicht van de Miller Weldmaster machine vereist de fabrikant het gebruik van een vorkheftruck of sleepmotor. De vorken moeten onder het onderste frame langs het zwaartepunt worden geplaatst. Til langzaam op om ervoor te zorgen dat de vorken goed worden geplaatst.
Transport buiten productiefaciliteit
De fabrikant eist dat de Miller Weldmaster machine op een pallet wordt geplaatst en met een vorkheftruck of sleepmotor in een vrachtwagen wordt geladen. De vorken moeten onder het onderste frame langs het zwaartepunt worden geplaatst. Zet de machine vast op de pallet en bescherm de verschillende bedieningselementen en functies door de machine in te pakken.
Opslag
De fabrikant raadt aan om het apparaat altijd te beschermen tegen overtollig stof en vocht als het niet in gebruik is. De bediener moet zich vertrouwd maken met de waarschuwingssymbolen op het apparaat om alert te zijn op de potentieel gevaarlijke gebieden op het apparaat.
OPMERKING: De fabrikant is niet aansprakelijk voor schade of letsel als gevolg van onjuist gebruik van dit apparaat. onjuist gebruik van dit apparaat.
10.0 Technische vereisten
Technische vereisten
- De totale luchtdruk moet 120 psi (8,3 bar) zijn.
- De druk van het laswiel van de bovenunit moet tussen 5 en 60 psi (,3 bar en 4,1 bar) liggen.
- Het optillen van de bovenste lasrol moet soepel en vrij gebeuren, zonder duidelijke trillingen.
- Als de bovenste/onderste lasrollen goed zijn uitgelijnd, moeten de randen van de twee rollen evenwijdig zijn en op één lijn liggen.
- Zwaai van het verwarmingssysteem: De in- en uitzwaai van het verwarmingssysteem moet soepel en natuurlijk verlopen bij een gematigde snelheid.
- Luchtleidingen en luchtfittingen mogen geen lekken vertonen.
OPMERKING: Veranderingen in factoren zoals materiaaldikte, kwalificaties van de operators en verschillende omgevingen en weersomstandigheden kunnen het product direct beïnvloeden. De operator moet met name de volgende instelbare factoren kunnen begrijpen:
- Verwarmingstemperatuur
- Luchtdruk
- De druk van de bovenste lasrol
- Luchtvolume
- Plaatsing van verwarmingssysteem
11.0 Aanvullende machinedocumenten
- Document voor installatie
- Technisch specificatieblad
- Technisch specificatieblad (T300 Curve Dubbelwandig)