Deze handleiding is bedoeld als leidraad bij het gebruik van het T2 Extreme afwerklasapparaat. Volg de aanbevelingen en specificaties nauwkeurig op voor optimale prestaties van uw lasapparaat.
Inhoudsopgave
- Hoofdstuk 1: Beoogd gebruik
- Hoofdstuk 2: Uitleg van waarschuwingen
- Hoofdstuk 3: Elektrische vereisten
- Hoofdstuk 4: Principes van Heat Sealing
- Hoofdstuk 5: Definitie van controles
- Hoofdstuk 6: Werking
- Hoofdstuk 7: Aanpassing
- Hoofdstuk 8: Tips voor het lassen
- Hoofdstuk 9: Gidsen
- Hoofdstuk 10: Onderhoud
- Hoofdstuk 11: Aanbevolen vervangingsonderdelen
- Hoofdstuk 12: Transport en opslag
- Hoofdstuk 13: Aanvullende machinedocumenten
Bel voor meer technische informatie over deze machine ons Resolution Center op 1-855-888-WELD of stuur een e-mail naar service@weldmaster.com.
1.0 Beoogd gebruik
De T2 is een roterende hete wiglasmachine bedoeld voor het thermisch lassen van lasbare thermische kunststoffen zoals:
- Vinyl (PVC) gelamineerde en gecoate stoffen
- Vinyl (PVC) en Polyurethaan (PU) films
- Met polyurethaan (PU) en polypropyleen (PP) gecoate stof
- Polyethyleen (PE)
- Thermoplastisch rubber (TPR) film en stoffen
- Niet-geweven polyester en polypropyleen
- Diverse fixeerbanden
- Lasbare banden
- Harde Geëxtrudeerde Producten
De fabrikant keurt dit niet goed:
- Andere toepassingen voor deze machines.
- Het verwijderen van alle veiligheidsafschermingen tijdens het gebruik.
- Ongeoorloofde wijziging van de machines.
- Vervangende onderdelen gebruiken die niet door de fabrikant zijn goedgekeurd.
 Alleen een goed opgeleide technicus mag routinematig onderhoud of reparaties uitvoeren.reparaties aan de machines.
Alleen een goed opgeleide technicus mag routinematig onderhoud of reparaties uitvoeren.reparaties aan de machines.
OPMERKING: De fabrikant is niet aansprakelijk voor schade of letsel als gevolg van onjuist gebruik van dit apparaat.
2.0 Uitleg van waarschuwingen
Er staan verschillende waarschuwingssymbolen op de Miller Weldmaster T3. De symbolen zijn bedoeld om de machinist te waarschuwen voor potentieel gevaarlijke gebieden op de machine. Maak uzelf vertrouwd met hun plaatsing en betekenis.

Let op: Haal de stekker uit het stopcontact
De sticker "Let op: Haal de stekker uit het stopcontact" sticker is geplaatst in de buurt van de opening van de kast en alle toegangspanelen. Om elektrocutie te voorkomen, moet de stroom altijd worden uitgeschakeld voordat de deur van de kast wordt geopend.

Let op: Elektriciteit
De sticker "Let op: De sticker "Let op: elektriciteit" wordt aangebracht in de buurt van ruimten met elektriciteit.

Let op: Lees document
Lees voor gebruik de begeleidende documentatie.
3.0 Elektrische en luchtvereisten
Waarschuwing! Alleen een gekwalificeerde elektricien mag de elektrische voeding aansluiten.
Elektrische voeding
Omdat er zoveel verschillende soorten stopcontacten beschikbaar zijn, bevat het snoer geen stekker. Het wordt aanbevolen dat uw elektricien een stekker installeert die compatibel is met het stopcontact in uw stijl. Je kunt ervoor kiezen om je netsnoer aan te sluiten op je stroomvoorziening.
wordt aanbevolen dat je elektricien een aansluitdoos gebruikt met een AAN/UIT-schakelaar met kortsluitbeveiliging zoals vereist door de plaatselijke elektriciteitsvoorschriften om geschikt te zijn voor de primaire uitschakeling. De Miller Weldmaster T-3 heeft de volgende voeding nodig.
-15 ampère - enkelfasig - 110/220 volt
4.0 Principes van Heat Sealing
Warmte
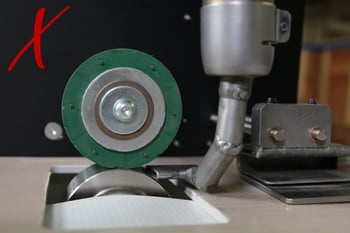
Het heteluchtverwarmingssysteem
De warmte die nodig is voor het lassen wordt elektrisch opgewekt door een verwarmingselement in de behuizing van het verwarmingselement. De interne luchtcompressor pompt lucht over het hitte-element en voert de warmte door het heteluchtmondstuk, waardoor de warmte op het te lassen materiaal wordt overgebracht. De heteluchttemperatuur varieert van 25 tot 600 graden Celsius (100 tot 1.200 graden Fahrenheit).
Snelheid
De snelheid van de lasrollen bepaalt hoe lang de warmte wordt toegepast op het te lassen materiaal. Hoe langzamer de snelheid wordt ingesteld, hoe meer het materiaal wordt verwarmd. Hoe hoger de snelheid, hoe minder het materiaal wordt verwarmd. Om de beste las te verkrijgen, moet een minimale hoeveelheid warmte op het materiaal worden toegepast terwijl toch een volledige las wordt verkregen. Te veel warmte veroorzaakt vervorming van het materiaal, terwijl te weinig warmte het lassen van het materiaal verhindert.
Druk
De druk van de lasrol is de laatste stap bij het maken van een las. De druk van de lasrol drukt het verwarmde materiaal samen en voltooit het lasproces.
Samenvatting
Bij heatsealen zorgt de juiste combinatie van warmte, snelheid en druk voor een goed gelaste naad.
 Startpositie: Als de hendel in de startpositie staat, wordt het verwarmingsmondstuk uitgezwaaid en staat het op pauze.
Startpositie: Als de hendel in de startpositie staat, wordt het verwarmingsmondstuk uitgezwaaid en staat het op pauze.
 Rollen openen/sluiten: Met de hendel in de stand Rollers Open/Close, sluit u de bovenste lasrol die het materiaal op zijn plaats klemt.
Rollen openen/sluiten: Met de hendel in de stand Rollers Open/Close, sluit u de bovenste lasrol die het materiaal op zijn plaats klemt.
 Sproeier zwenkt in/uit: Door de hendel in Nozzle Swing In/Out te zetten, wordt het mondstuk op zijn plaats gedraaid en beginnen de lasrollen te draaien.
Sproeier zwenkt in/uit: Door de hendel in Nozzle Swing In/Out te zetten, wordt het mondstuk op zijn plaats gedraaid en beginnen de lasrollen te draaien.
 Lucht aan/uit: Aan- en uitschakelaar.
Lucht aan/uit: Aan- en uitschakelaar.
Temperatuurknop: Draai de knop rechtsom om de temperatuur te verhogen. Als je de knop linksom draait, wordt de temperatuur lager.
6.0 Werking
OPMERKING: Controleer het apparaat zorgvuldig voordat u het opstart en zorg ervoor dat er zich geen vreemde voorwerpen onder het lasgebied bevinden. Zorg ervoor dat de omgeving van de machine vrij is van brandbaar afval. Alleen bevoegde personen mogen de machine gebruiken.
Opstarten
1. (Zorg ervoor dat de starthendel van de machine in de "Start"-stand staat.) Sluit het netsnoer aan op de juiste voeding.
2. Controleer de uitlijning van het mondstuk, de lasrol en de geleider.
3. Zet de heteluchtschakelaar op ON (-).
4. Draai de temperatuurknop naar de gewenste ingestelde temperatuur en laat de warmte stijgen tot de gewenste temperatuur.
5. Controleer de uitlijning van de sproeiers nadat het verwarmingssysteem op de gewenste temperatuur is.
6. Voer materiaal in de lasrollen in en begin met lassen.
Afsluiten:
1. Draai de temperatuurknop naar de laagste temperatuurinstelling (0). Laat de luchttemperatuur die uit het mondstuk komt een omgevingstemperatuur bereiken.
2. Zet de heteluchtschakelaar op OFF (0).
3. Haal de stekker uit het stopcontact en/of schakel de hoofdschakelaar uit.

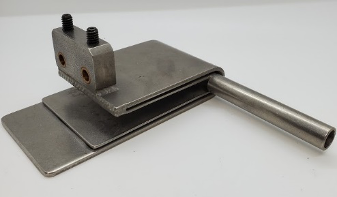
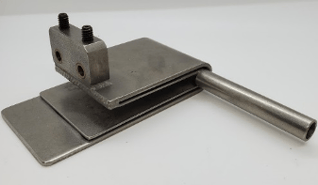
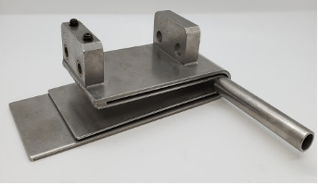
Heteluchtmondstuk afstellen
De plaatsing van het heteluchtmondstuk is een belangrijk onderdeel bij het heteluchtlassen. Wanneer het heteluchtsysteem inklapt, is het noodzakelijk dat de punt van het mondstuk hete lucht direct in het knelpunt van de lasrollen blaast. Voordat je het heteluchtmondstuk aanpast, moet je ervoor zorgen dat de materiaalgeleider verwijderd is, zodat deze op zijn plaats kan zwenken en je de aanpassingen vrij kunt maken.
Heteluchtmondstuk afstellen
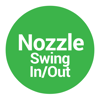
Voordat u de uitlijning van het heteluchtmondstuk controleert, zet u de snelheidsregeling op een lage stand en sluit u de lasrollen.
- Zwenk het heteluchtmondstuk op zijn plaats door de bedieningshendel in de stand In-/Uitzwenken mondstuk te draaien. Zodra het heteluchtmondstuk de laspositie heeft bereikt, bekijkt u de plaatsing van het heteluchtmondstuk ten opzichte van de lasrollen en draait u de bedieningshendel terug naar de startpositie.
- Zorg ervoor dat het mondstuk haaks op de lasrollen staat en direct en recht in het knijppunt van de rollen blaast.
- Als de hoogte van het heteluchtmondstuk hoog of laag is ten opzichte van het knelpunt, moet dit worden aangepast.
- Om Om de uitlijning van de sproeier aan te passen, moet de wig eerst in de uitgangspositie staan.
- Draai de enkele kruiskopschroef los waarmee het mondstuk aan het heteluchtsysteem is bevestigd en ga verder met het afstellen. (Zorg ervoor dat het verwarmingssysteem koel is, als u dit niet controleert, kunt u letsel oplopen).
- Ga verder met het maken van aanpassingen en begin met lassen.

Slecht laswerk
Dit is geen goede las. Hoewel de stof enigszins gelast is, is het geen 100%. Er kunnen twee dingen gebeuren voordat deze las geaccepteerd wordt. Ofwel moet de snelheid verlaagd worden, ofwel moet de warmte verhoogd worden.

Goed lassen
Dit is een goede las. De stof is 100% gelast. Je kunt zien dat de stof over de hele breedte van de naad delamineert.

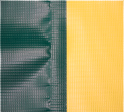
Ongelijke doekspanning
Dit is een voorbeeld van te veel spanning op het bovenste paneel. Het is belangrijk dat de operator tijdens het lassen een gelijkmatige (gelijke) spanning op zowel het bovenste als het onderste paneel houdt. Zoals afgebeeld gaat het groene paneel door de linkerkant (bovenkant) van het lasapparaat en het gele paneel door de rechterkant (onderkant) van het lasapparaat. Als er meer spanning op het bovenste paneel wordt gehouden, zal het onderste paneel naast de las rimpels vertonen. Pas de spanning aan voor een gladdere afwerking.
Ongelijke doekspanning
Dit is een voorbeeld van te veel spanning op het onderste stofpaneel. Het is belangrijk dat de operator tijdens het lassen een gelijkmatige (gelijke) spanning op zowel het bovenste als het onderste paneel houdt. Zoals afgebeeld gaat het groene paneel door de linkerkant (bovenkant) van het lasapparaat en het gele paneel door de rechterkant (onderkant) van het lasapparaat. Als er meer spanning wordt gehouden op het onderste paneel, zal het bovenste paneel rimpels vertonen naast de las. Pas de spanning aan voor een gladdere afwerking.

Perfecte naad
Dit is een voorbeeld van een perfecte naad. Er zijn geen golvingen, rimpels of plooien. De hitte, snelheid en druk in combinatie met de toegepaste spanning zijn perfect.
.png?width=318&name=1%E2%80%9D%20Hem%20(25mm).png)
.png?width=318&name=1.5%E2%80%9D%20Hem%20(38mm).png)
10.0 Onderhoud
De Miller Weldmaster T2 heeft bepaalde onderdelen die onderhouden moeten worden om de machine zo effectief mogelijk te laten werken. De T2 heeft één ketting die wordt gebruikt om de lasrollen en looprol op de machine aan te drijven. Hoewel dit geen onderdelen zijn die veel onderhoud vergen, moeten kettingen om de 3 maanden worden geïnspecteerd om er zeker van te zijn dat er geen overmatige corrosie is. om er zeker van te zijn dat er geen overmatige corrosie, roest of vuil is. Controleer ook of de ketting, tandwielen of tandwielen niet te los zitten. Smeer kettingen en tandwielen indien nodig elke 3 maanden met 80-90w tandwielolie.
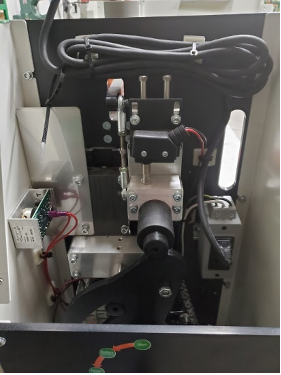

1. Voordat met inspecties of onderhoud van welke aard dan ook wordt begonnen, moet de stroomonderbreker in de uit-stand worden gezet of worden losgekoppeld.
2. Verwijder het achterdeksel van de machine en inspecteer de kettingen, tandwielen, tandwielen en alle andere mechanische onderdelen. Kijk tijdens de inspectie naar slijtage, donker stof onder de tandwielen en tandwielen, droge kettingen of andere tekenen van slijtage.
3. Smeer kettingen, tandwielen en tandwielen indien nodig. Vervang versleten onderdelen als dat nodig is.
4. Nadat het mechanische systeem is geïnspecteerd en onderhouden, moet het elektrische systeem worden geïnspecteerd. Begin de inspectie door eerst de binnenkant van de machine lichtjes uit te blazen met een blaaspistool met perslucht (zorg ervoor dat de perslucht volledig droog en schoon is). Inspecteer de elektrische onderdelen, bedrading en kabelschoenen op donkere/verkleurde plekken.
7. Plaats na inspectie en onderhoud de achterklep terug en draai alle bevestigingsbouten vast.
11.0 Aanbevolen vervanging
Miller Weldmaster adviseert de volgende reserveonderdelen op voorraad te houden:
OPMERKING: De fabrikant is niet aansprakelijk voor schade of letsel als gevolg van onjuist gebruik van dit apparaat.
- Warmte-element
- Lasrollen
- Sproeiers ( 1", 1.5", 2" )
12.0 Vervoer en opslag
Transport binnen een productiefaciliteit
Vanwege het gewicht van de Miller Weldmaster machine vereist de fabrikant twee personen om de machine te verplaatsen. Als u het apparaat optilt, pak dan de basis vast en geen onveilige onderdelen en til langzaam en voorzichtig op om mogelijk letsel te voorkomen. Zet alle onderdelen vast voordat u het apparaat optilt.
Transport buiten een productiefaciliteit
De fabrikant eist dat de Miller Weldmaster machine op een pallet wordt geplaatst en met een vorkheftruck of sleepmotor in een vrachtwagen wordt geladen. De vorken moeten onder het onderste frame langs het zwaartepunt worden geplaatst. Zorg dat u alle onderdelen goed vastzet voordat u de machine optilt. Til langzaam op om de vorken goed te kunnen plaatsen. Zet de machine vast op de pallet of aanhanger en bescherm de verschillende bedieningselementen en functies door de machine in een krat te verpakken.
Opslag
De fabrikant raadt aan om het apparaat altijd te beschermen tegen overtollig stof en vocht als het niet in gebruik is. De bediener moet zich vertrouwd maken met de waarschuwingssymbolen op het apparaat om alert te zijn op de potentieel gevaarlijke gebieden op het apparaat.
13.0 Aanvullende machinedocumenten