Deze handleiding is bedoeld als leidraad bij het gebruik van het Triad Extreme afwerklasapparaat. Volg de aanbevelingen en specificaties nauwkeurig op voor optimale prestaties van je lasapparaat.
Inhoudsopgave
- Hoofdstuk 1: Inleiding
- Hoofdstuk 2: Materiaal instellen
- Hoofdstuk 3: Bedieningsinstructies
- Hoofdstuk 4: Materiaalgidsen
- Hoofdstuk 5: Lassen
- Hoofdstuk 6: Algemeen onderhoud
- Hoofdstuk 7: Wiggen reinigen en slijpen
- Hoofdstuk 8: Wigafstelling
- Hoofdstuk 9: Vervangen van wiggen
- Hoofdstuk 10: Installatie van wiggen
- Hoofdstuk 11: Problemen oplossen
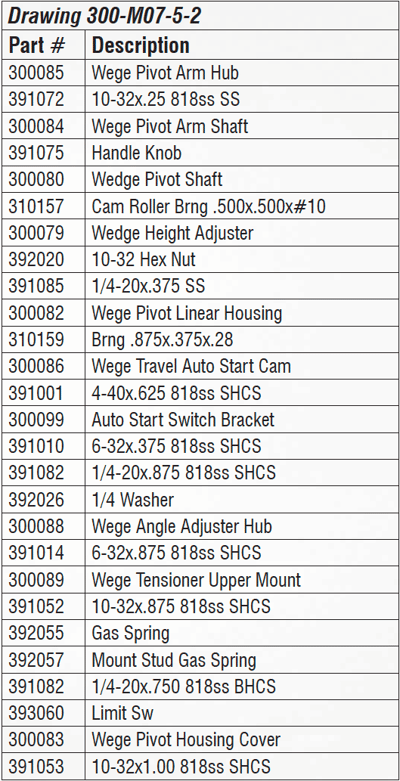
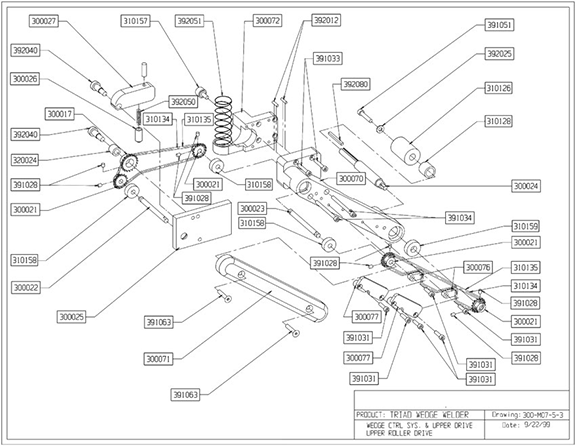
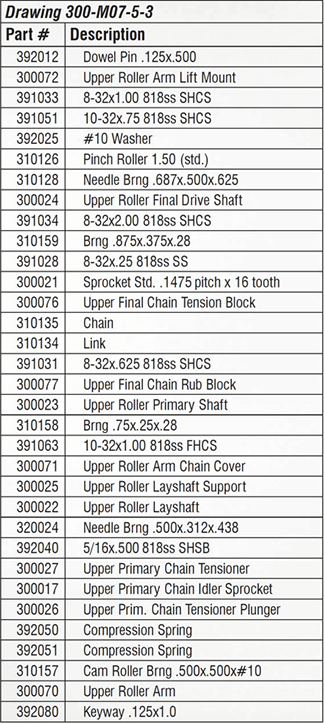
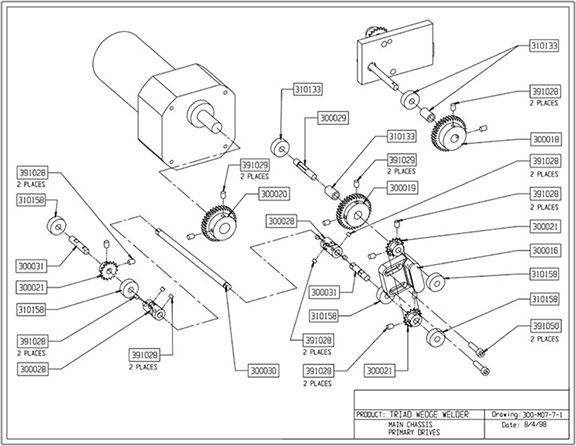
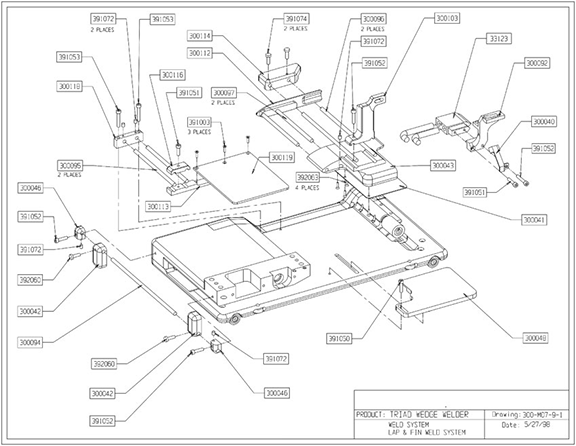
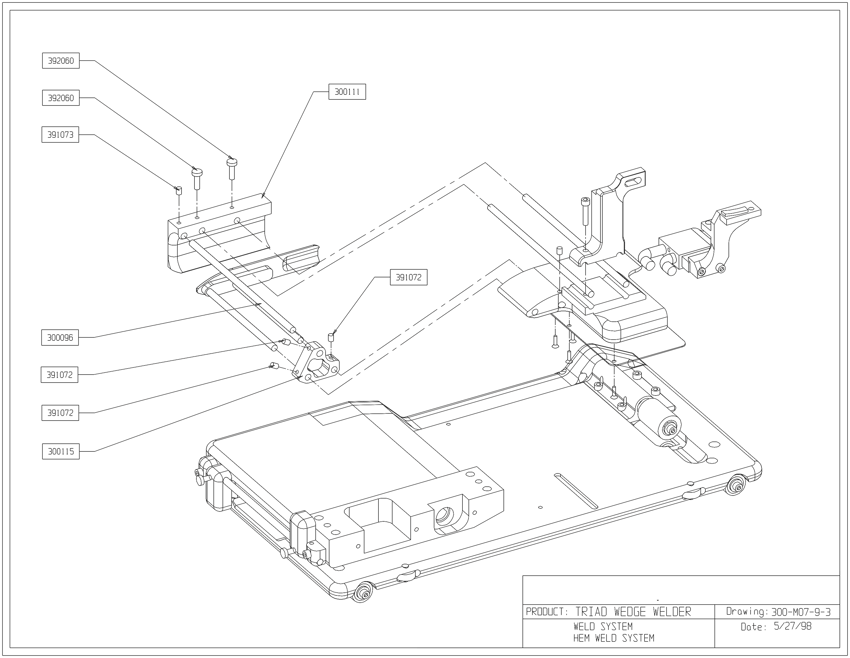
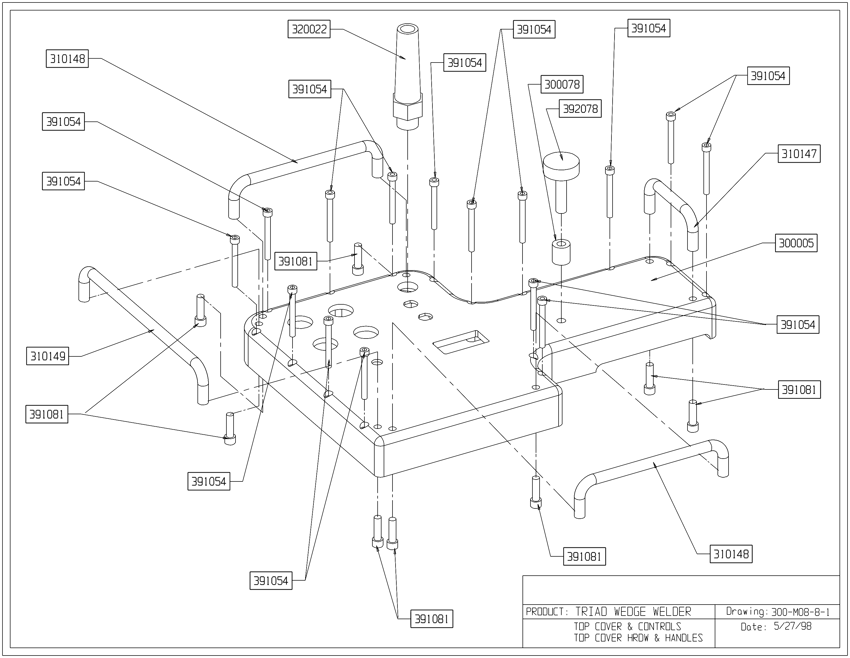
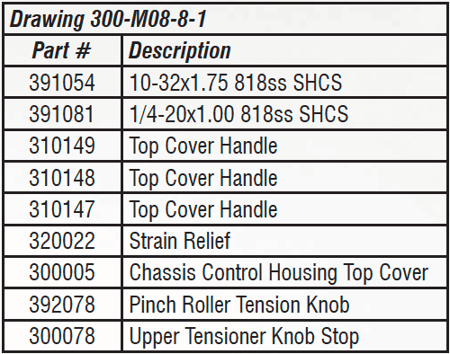
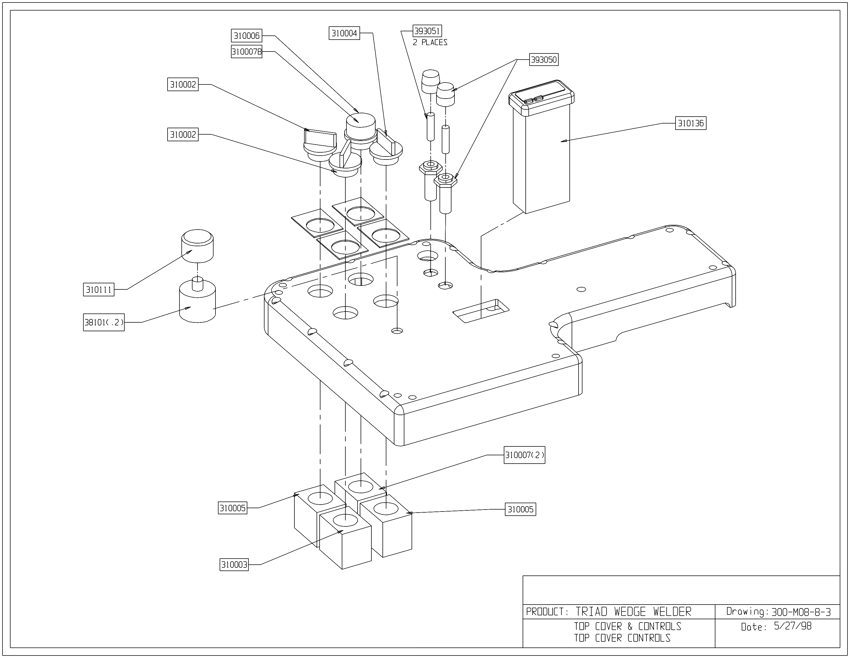
- Hoofdstuk 12: Schema's
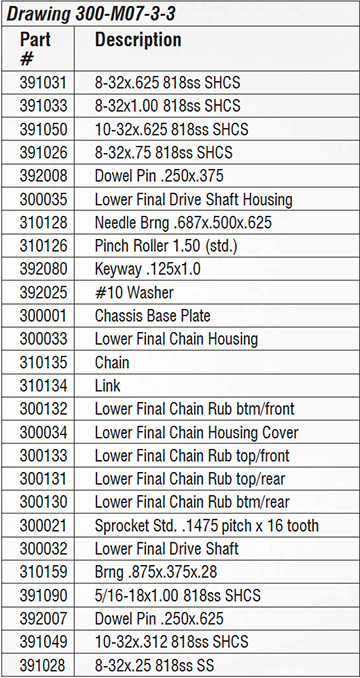
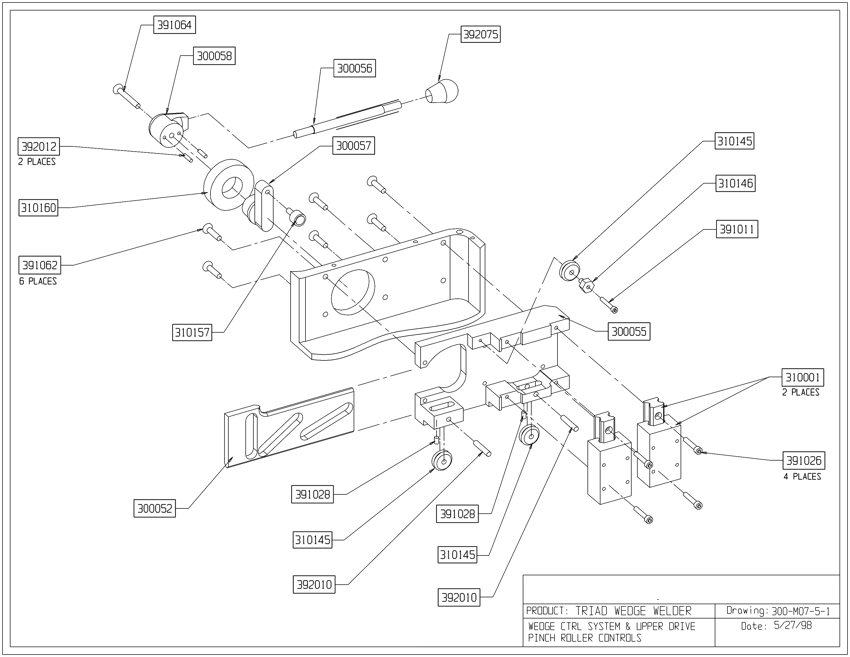
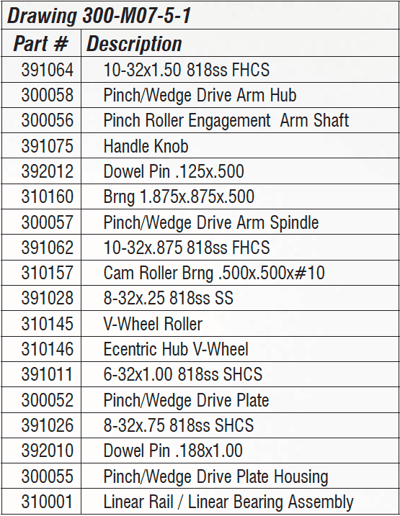
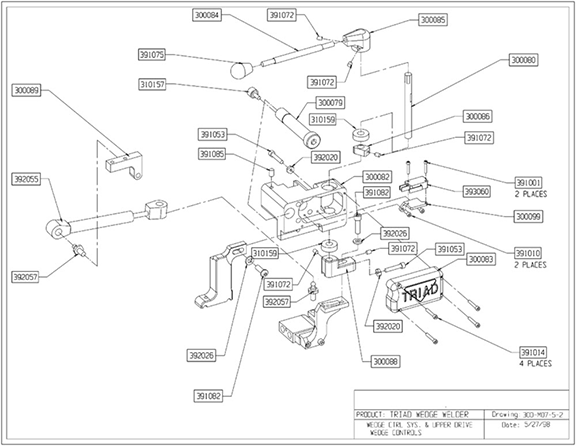
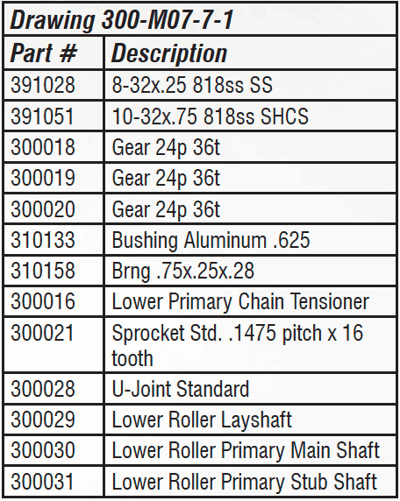
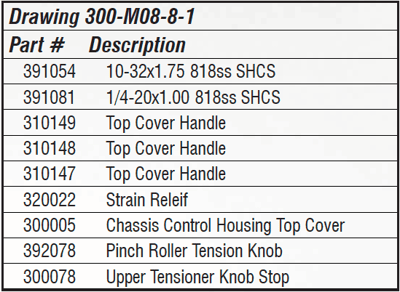
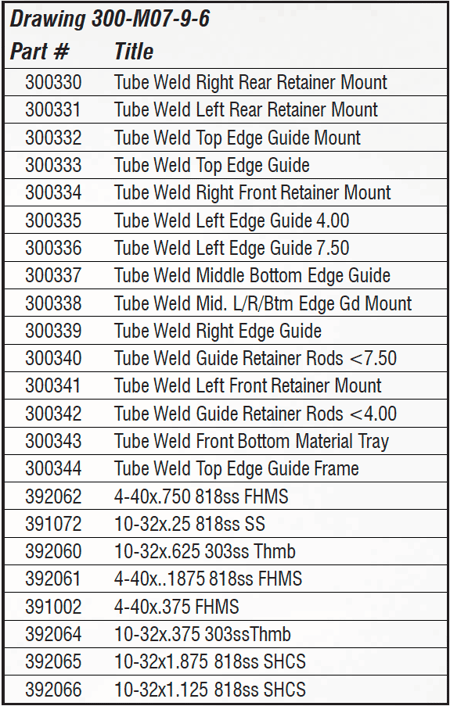
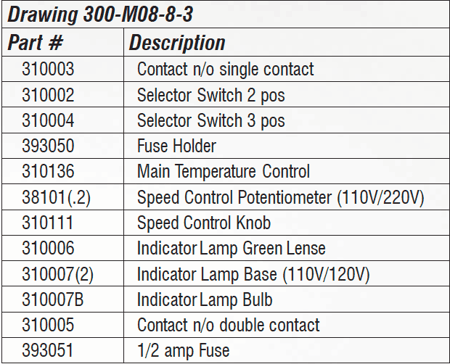
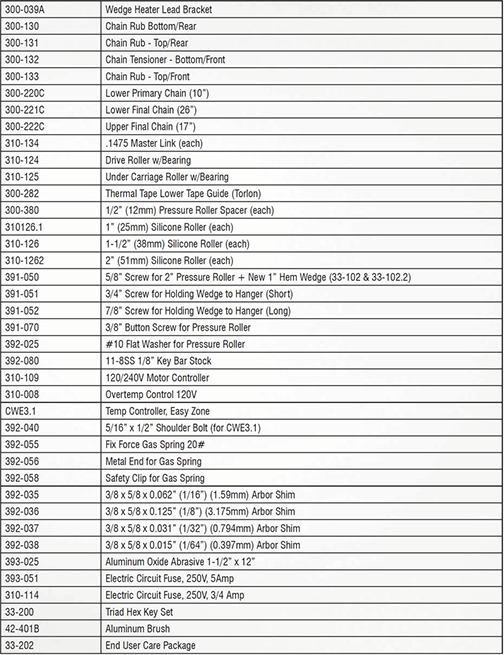
- Hoofdstuk 13: Veelgebruikte onderdelen
- Hoofdstuk 14: Aanvullende machinedocumenten
Bel voor meer technische informatie over deze machine ons Resolution Center op 1-855-888-WELD of stuur een e-mail naar service@weldmaster.com.
1.0 Inleiding
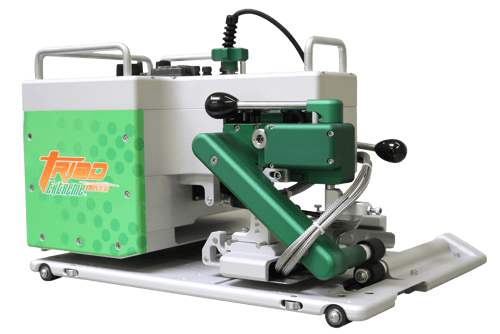
De Triad Extreme Seam hot wedge lasmachine is ontworpen voor het in huis fabriceren van een breed assortiment flexibele membranen. Dit omvat, maar is niet beperkt tot, PVC, PP, PE, LDPE, Urethaan, enz.
De dikte van het materiaal dat gelast kan worden, varieert ook per product. Het normale bereik is 5-100 mil dikte en kan ondersteund of niet-ondersteund materiaal zijn.
De Triad wordt geleverd met drie verschillende geleiders. Hiermee kun je de overlaplas, zoomlas, gebedslas en nog veel meer lasopties uitvoeren.
De Triad gebruikt een hete wig als warmtebron. Deze methode zorgt voor een rookvrije en stille werking. Met de wig kun je ook dunnere producten lassen zonder vervorming.
De Triad kan gebruikt worden als stationair lasapparaat of in automatische modus. Als je de Triad in automatische modus gebruikt, wordt een railsysteem aanbevolen. Raadpleeg de specificaties van het railsysteem.
We raden je aan om proeflassen te maken van je product om de juiste instellingen te krijgen voor warmte, snelheid en wiguitlijning voordat je begint met lassen.
1.1 Beoogd gebruik
De Triad Extreme Seam Welder is een hete wiglasmachine bedoeld voor het thermisch lassen van lasbare thermische kunststoffen zoals:
- Vinyl (PVC) gelamineerde en gecoate stoffen.
- Vinyl (PVC) en Polyurethaan (PU) films.
- Met polyurethaan (PU) en polypropyleen (PP) gecoate stof.
- Polyethyleen (PE).
- Thermoplastisch rubber (TPR) film en stoffen Niet-geweven polyester en polypropyleen Diverse lasbare banden.
De fabrikant keurt dit niet goed:
- Andere toepassingen voor deze machines.
- Het verwijderen van alle veiligheidsafschermingen tijdens het gebruik.
- Ongeoorloofde wijziging van de machines.
- Vervangende onderdelen gebruiken die niet door de fabrikant zijn goedgekeurd.
 Alleen een goed opgeleide technicus mag routinematig onderhoud of reparaties uitvoeren.reparaties aan de machines.
Alleen een goed opgeleide technicus mag routinematig onderhoud of reparaties uitvoeren.reparaties aan de machines.
OPMERKING: De fabrikant is niet aansprakelijk voor schade of letsel als gevolg van onjuist gebruik van dit apparaat.
2.0 Materiaalinstelling
Materiaal moet zo plat mogelijk worden neergelegd, op de vloer of op een tafel, afhankelijk van hoe je je productieruimte hebt ingericht. Bij het meeste materiaal en vooral bij dunnere goederen verdient het de voorkeur om de kreukels eruit te trekken of stomp te trekken. Het gebruik van plaatmetaal in of naast de machine op de tafel maakt het gebruik van magneten mogelijk om het materiaal te positioneren en vast te houden. Het is een goede gewoonte om het materiaal strak te tapen.
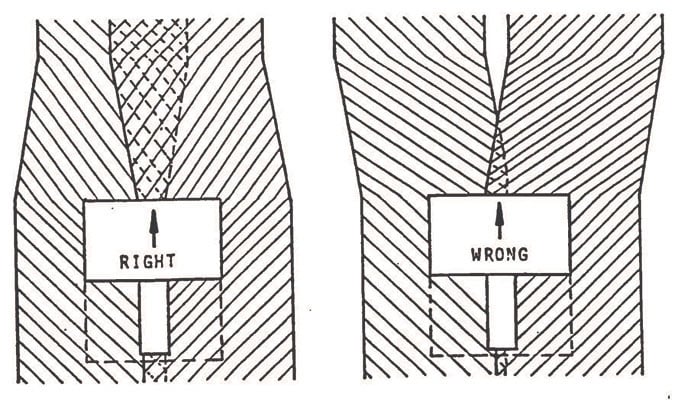
Om overlaplassen uit te voeren, moet het materiaal altijd meer overlappen dan de uiteindelijke lasbreedte. Voorbeeld: Bij een lasbreedte van 1-1/2" overlapt u het uiteinde van het materiaal of loopt u 2 tot 2 1/2". De machine en de voorste geleiders zullen het materiaal naar de gewenste overlap duwen. Als het materiaal niet goed overlapt of gepositioneerd is, zal de machine de gewenste overlaplas niet maken. Zie onderstaand voorbeeld.
3.0 Gebruiksaanwijzing
De volgende procedures moeten alleen worden gevolgd nadat u de procedures voor het afstellen van de wig en de geleider hebt gevolgd.
-
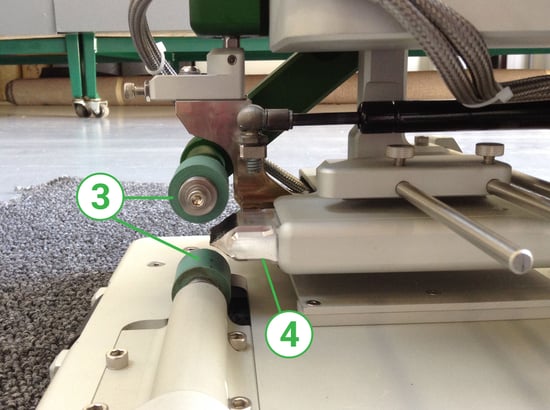
Trek aan de rode aan/uit-schakelaar #3 om de machine aan te zetten. Het groene aan/uit-lampje #4 gaat aan met een vertraging van één seconde. Het groene lampje blijft branden om aan te geven dat de machine stroom krijgt. (Druk de rode aan/uit-schakelaar nr. 3 omlaag om de machine uit te schakelen)
-
Temperatuurregelaar #7 gaat aan met een vertraging van 1-2 seconden nadat het groene aan/uit-lampje gaat branden. Eenheden worden in de fabriek ingesteld in Celsius. Druk op de Set-knop en houd deze ingedrukt. Druk nu op de omhoog of omlaag knop totdat je de gewenste temperatuur hebt bereikt. De opwarmtijd is slechts één tot twee minuten. Stel de temperatuur niet hoger in dan 510 graden C. Voor proeflassen stelt u de regelaar in op 400 graden C. Dit is mogelijk niet uw definitieve instelling.
-
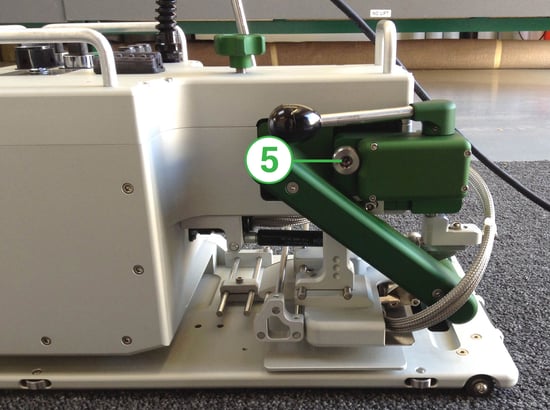
Zet de Voor/Rev-schakelaar nr. 5 in de voorwaartse stand. Dit geeft de bewegingsrichting van de machine en de aandrijf-/drukrol aan.
-
Zet Man/Auto schakelaar #2 in de stand Auto. Hierdoor worden de aandrijf-/drukrollen ingeschakeld of gestart wanneer de wig in de laspositie wordt gebracht.
-
Swing Drive Wheel Assembly #10 onder de onderste drukrol. Hierdoor zal de machine automatisch bewegen. Als het aandrijfwiel eruit is, kan de machine stationair worden gebruikt.
-
#1 is de snelheidsregeling. Deze is instelbaar van 0-30 voet per minuut. De normale instelling is tussen 30 en 60, voor 12-30 mil goederen.
-
#8 is de drukknop. Deze kan worden ingesteld voor meer of minder druk, afhankelijk van de dikte van het materiaal.
-
Plaats materiaal in de machine met de juiste geleiders geïnstalleerd en sluit drukwielhandgreep #9.
-
Zwaai de wigborgingshendel #11 in de richting van de machine, waardoor de Triad automatisch voorwaarts beweegt en de wig in het materiaal grijpt.
-
Pas de snelheidsregeling aan naar boven of beneden totdat je kunt controleren of je een goede las krijgt.

4.0 Materiaal Gidsen
Alle onderstaande handleidingen zijn inbegrepen bij de aankoop van de standaardmachine. Elke gids geeft je een specifiek type lasnaad en meer. Je kunt maar één geleidersysteem tegelijk gebruiken.
De Top Guide wordt gebruikt bij alle drie de verschillende lasfuncties, overlappen, zomen en gebedslassen. Alle geleiders zijn verstelbaar.
Voor een nauwkeurige las zonder losse flap aan de boven- of onderkant van de plaat, moeten de geleiders zo worden afgesteld dat ze gelijk zijn met de breedte van de wig of het lasgebied.
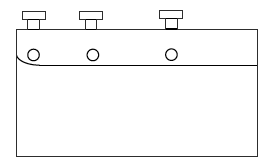
Overlappingsgids
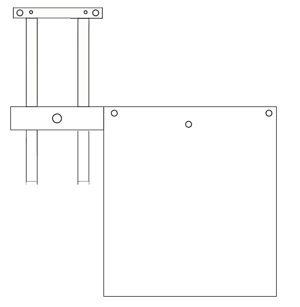
Topgids
Handleiding zoom
Gebed of Fin Gids
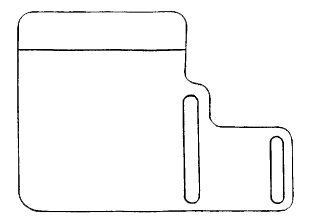

5.2 Hem lassen
Schuif de zoomgeleider nr. 2 op de drie roestvrijstalen staven tot aan de buitenste hoorngeleider nr. 3 (schema nr. 1), laat voldoende ruimte tussen de twee zodat het materiaal gemakkelijk kan glijden. Draai de duimschroef (B) (schema #1) vast, zodat de buitenste hoorngeleider en zoomgeleider als één geheel kunnen bewegen. Dit bepaalt de grootte van de te lassen zoom. Druk op zoomgeleider nr. 4 (schema nr. 2) om de gewenste zoombreedte of -maat te verkrijgen. Als dit is gebeurd, draait u de duimschroeven (C) (schema #1) vast om vast te zetten.
5.3 Gebed of vinlassen
Plaats Bidgeleider nr. 5 onder de lashoorn en plaats de sleutel in de gleuf. Zet vast met de meegeleverde schroef zodra de juiste uitlijning is voltooid.

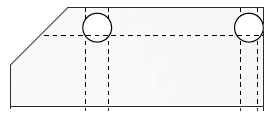
5.4 Voorste geleiders
Voorgeleiders #6 zijn verstelbaar om materiaal vooraf uit te lijnen voordat je bij het lasproces komt. Dit helpt de operator om het materiaal op de juiste manier in de machine te voeren.

6.0 Algemeen onderhoud
Algemeen onderhoud moet jaarlijks worden uitgevoerd aan uw Triad Extreme Welder.
De kettingspanning moet worden gecontroleerd om overmatige slijtage van de kettingen en tandwielen te voorkomen. Het gebruik van een schuimend kettingsmeermiddel houdt de ketting vast en verlengt de levensduur van de ketting.
De knijprollen moeten worden vervangen als er sneden, platte plekken, brandplekken enz. zijn.
De wigafstelling moet dagelijks gecontroleerd worden voordat er gelast wordt. De gebruiker moet bekend zijn met alle wigafstellingen om de beste laskwaliteit te krijgen. Controleer op losse hardware. Losse hardware kan de wigafstelling bij elke inschakeling veranderen.
Voor nauwkeurige lassen en een langere levensduur van de wig moet de wig regelmatig worden schoongemaakt en geslepen.
REINIGING: De wig moet dagelijks worden gereinigd. Er zijn twee manieren om de wig schoon te maken.
-
Met de drukrollen in de bovenste stand en de wig in de laspositie, gebruikt u de meegeleverde messing borstel en reinigt u de wig aan de boven- en onderkant. Dit kan na elke las of wanneer nodig worden gedaan.
-
De tweede methode om de wig schoon te maken is door de temperatuur te verhogen tot 510 graden C gedurende 5-10 minuten. Hierdoor wordt het residu op de wig verbrand en zal het afschilferen. Gebruik de messing borstel om het te verwijderen.
SCHONEN: De wig moet worden geslepen als er tekenen van slijtage op de wig zijn. Dit is te zien aan ongelijkmatige lassen, afgeronde randen of hoeken op de wig.
-
Installeer beide gladde stalen rollen op de machine (de wig niet honen met de siliconen rollen op de machine).
-
Zet de vooruit/achteruit-schakelaar in de achteruitstand.
-
Draai de wig in de laspositie en sluit de rollen.
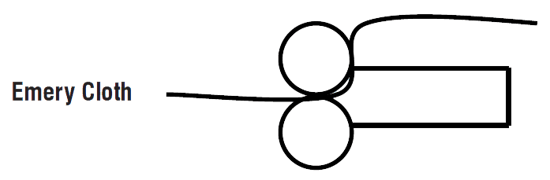
-
Neem de bijgeleverde fijne Emery Cloth en haal deze terug door de rollers bovenop de wig. Herhaal deze stap aan de onderkant van de wig.
-
Herhaal stap 4 boven en onder totdat de wig over de hele lengte gelijkmatig gedragen is.
-
Als door honen de wig niet recht wordt gemaakt, raadpleeg dan het hoofdstuk Wigafstelling. Een combinatie van honen en afstellen kan nodig zijn.
De juiste uitlijning van de wig is essentieel voor een goede las. De eenheden zijn vooraf ingesteld in de fabriek. Er moeten proeflassen worden gemaakt voordat de machine daadwerkelijk wordt gebruikt. Als proeflassen alleen goed zijn aan de ene of de andere kant, of slechts gedeeltelijk gelast zijn, betekent dit dat de wig niet goed of haaks op de rollen is uitgelijnd en dat de uitlijning moet worden aangepast. Haal de stekker uit het stopcontact en zorg ervoor dat de wig is afgekoeld voordat u aan de machine gaat werken.
1. Trek de drukrolhendel nr. 1 omlaag. Hierdoor worden de drukrollen gesloten.

2. Draai de wighendel nr. 2 in deze stand om de wig met de rollen te verbinden. De wig nr. 4 moet aan beide kanten goed in de rollen nr. 3 passen en gecentreerd zijn.

3. Draai schroef nr. 5 om de wig tussen de rollen te centreren. U hoeft maar 1/8 of 1/4 slag te draaien. Niet omdraaien. Beweeg de drukrolhendel langzaam op en neer om de afstelling van de centrering te controleren. Zwaai de wighendel in en uit om de juiste positionering te controleren.
4. Afstelschroef #6 beweegt de wig op de middenas naar links en rechts. Draai borgschroef #8 los om af te stellen. Draai borgmoer #7 los, draai de stelschroef rechtsom om de rechterkant van de wig naar binnen te brengen en linksom om de linkerkant naar binnen te brengen. Draai de borgschroef en borgmoer vast wanneer de wig goed is afgesteld.
5. De wigstopschroef nr. 9 stopt de beweging van de wig bij het positioneren van de wig in de laspositie. Draai borgmoer nr. 10 los en draai de stelschroef in of uit tot de juiste positie. De rand van de wig moet goed en recht in de rollen aan beide uiteinden passen.

Maak een testlas voordat u verder gaat met het werk. Fijnafstelling kan gedaan worden terwijl de wig heet is. Laat de hete wig niet gedurende langere tijd in de siliconenrollen lopen zonder dat er materiaal in de machine zit, want dan wordt de siliconen vervormd.
OPMERKING: Voor dikkere producten (vanaf 30 mm) kan het nodig zijn om de wig naar achteren te plaatsen om ruimte te maken voor het materiaal.De wig moet worden vervangen wanneer honen en afstellen niet langer effectief is. Als het verwarmingselement na verloop van tijd defect raakt, is het mogelijk dat het niet gemakkelijk te verwijderen is. De wig en het verwarmingselement moeten dan waarschijnlijk samen worden vervangen.
-
Haal de stekker uit het stopcontact en zorg ervoor dat de wig is afgekoeld.
-
Verwijder de schroef nr. 11 van de ophangbeugel en verwijder de wigbehuizing nr. 14.
-
Schroef verwarmingsconnector #12 los en maak hem los.
-
Verwijder beide wigschroeven #13 en verwijder de wig.
-
Installeer de nieuwe wig met de wigschroeven. Bevestig de verwarmingsconnector en bevestig de wig opnieuw.
-
Centreer de behuizing met schroef nr. 11 en draai vast.
-
Uitlijning van de wig kan nodig zijn, raadpleeg het hoofdstuk over wigafstelling.
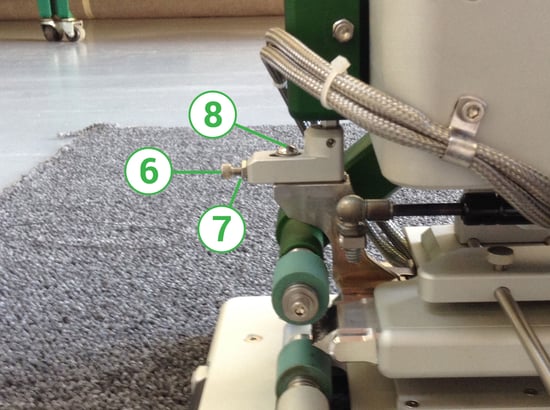
10.0 Installatie van wiggen
Installeer de wig op de wigmontagearm samen met de loodbeugel met behulp van twee schroeven (zie inzet foto). Plaats de verwarmingsdraden op de juiste manier op de geleidingsbeugel en sluit de lipjes om ze vast te zetten.

Gebruik ritstouwtjes om de verwarmingsdraden bij elkaar te houden, terwijl de wig vastzit. Let op de wikkeling van de verwarmingsdraden rond de bovenste knijprolarm en rond de achterkant van de Triade.

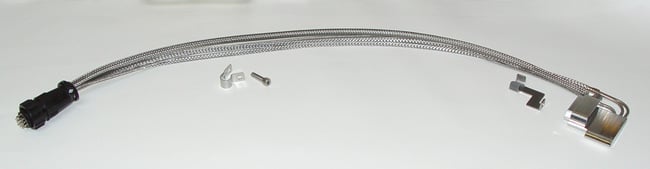
Bevestig met klem en schroef rond de verwarmingsdraden en plaats op de behuizing van de Triade. Niet helemaal vastdraaien.
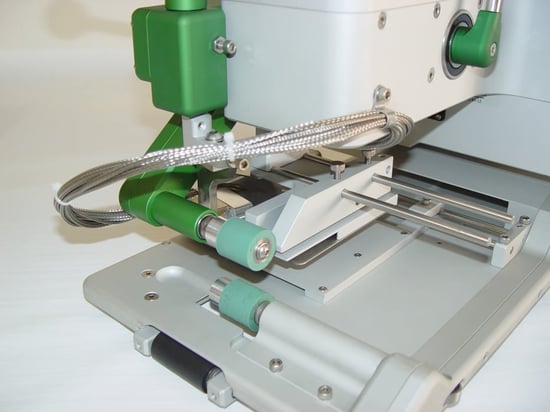
Sluit de hete wig elektrisch aan op de aansluiting op de behuizing van de Triade. Maak na aansluiting een comfortabele bocht in de verwarmingsdraad en plaats deze goed in de klem. Draai de wig in en uit de laspositie om ervoor te zorgen dat de wig comfortabel om de achterkant van de Triade zit. Als u klaar bent, draait u de klem vast.

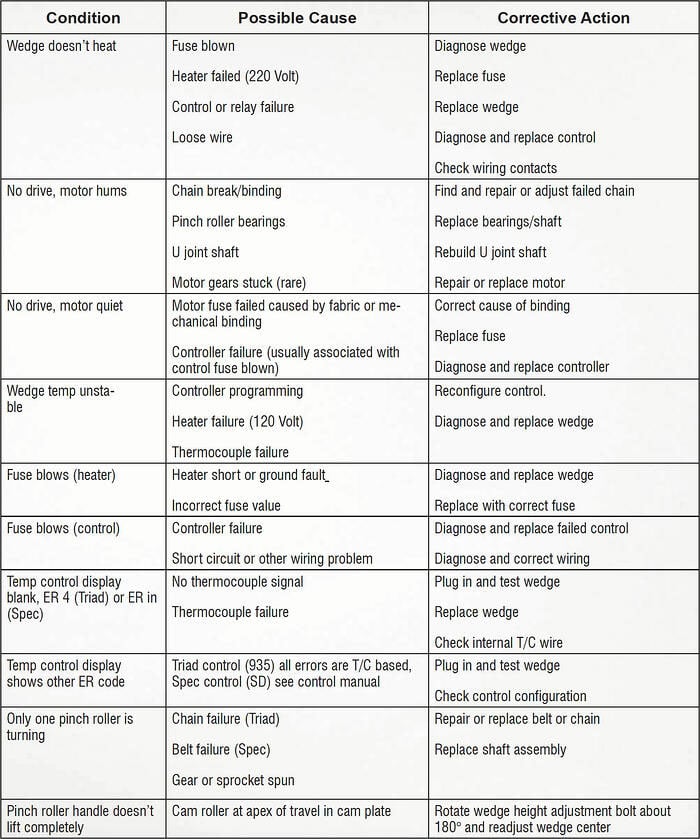
11.0 Problemen oplossen